Chapter: Aquaculture Principles and Practices: Nutrition and Feeds
Feed preparation - Aquaculture: Artificial feeds
Feed preparation
Although the number of feed mills specialized in aquaculture feeds (figs
7.5 and 7.6) and the number of animal feed mills which also produce aquaculture
feeds are steadily increasing, there are large areas of the world that are not
yet served by commercial feed milling for aquaculture. Either the existing
demand does not justify large-scale manufacture or the farmers have not yet
recognized the economics of using artificial feeds. Because of these reasons,
aquaculturists who wish to use such feeds will have to resort to on-farm
production of feeds, as import of manufactured feeds is often difficult or
impossible.
It is possible to prepare feeds on a small scale on the farm using
inexpensive equipment and locally available ingredients (figs 7.7 and 7.8).
For example, Pascual (1982) describes the procedure for small-scale
preparation of a feed for the tiger shrimp (Penaeus
monodon) juveniles. The suggested equipment includes weighing scales,
sieves, a mixer of 5 or 10 kg capacity, a meat grinder, corn meal or coffee
grinder, a steamer or a big cauldron and bamboo basket for steaming, a saucepan
for gelatinizing starch, and a drier. The ingredients in the relevant formula
are finely ground and passed through a sieve of nylon mesh (420 m/cm2). Weighed ingredients are mixed
thoroughly, oil is added and then they are mixed again for a few minutes.The
starch, gelatinized with water, is added to the mixture and mixed well to form
a dough which is passed through a grinder using a 1–3 mm die. The extruded feed
is cut into small sizes (0.5cm) and then steamed to make water-stable pellets.
The steamed product is dried overnight in an oven at 60°C. Such pellets can be
made once a week to meet the needs of the farm.
The feed requirements in large-scale aquaculture may make this type of
feed production unfeasible, and large-scale milling may become necessary.
However, the basic processes
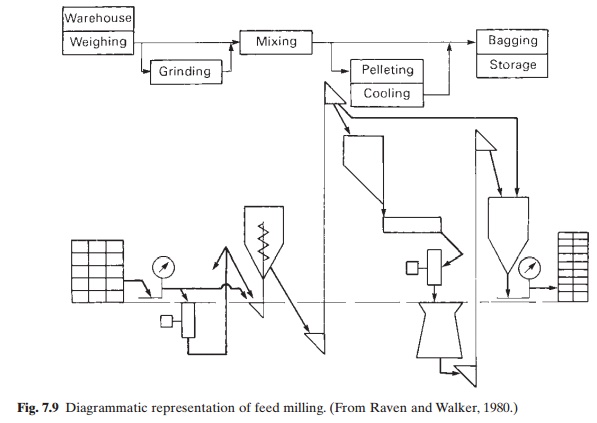
involved are essentially the same and consist of particle size
reduction, premixing of micro-nutrients, mixing of all components of the diet,
pelleting and cooling, and then sacking. These processes are illustrated in
fig. 7.9. Coarse ingredients are ground in a hammer mill or other type of
grinder such as an attrition roller or cutter mill. Besides reducing particle
size and facilitating handling of ingredients, grinding improves feed
digestibility, acceptability, mixing properties and pelletability.
The ground ingredients may be sieved to separate materials into the
required sizes. For example, feeds sifted through 177 mm meshescan be used for
making feeds for fry of certain species like the catfish. An excess of dust in
the ground feed may be controlled by adding a spray of oil or a semi-moist
ingredient, such as condensed fish solubles or fermentation solubles, on feeds
entering the grinder.
The next process, namely mixing, is performed to achieve uniformity of
composition in the whole feed material according to the required formula. This
may involve both scattering of particles and blending. Mixing can be either a
batch or continuous process. The best-suited technique for formula feeds
appears to be continuous mixing of proportions by weight or volume. There are
many types of mixers used in feed mills such as vertical mixers, continuous and
non-continuous ribbon mixers and liquid mixers. Accurate mixing requires the
addition of ingredients in a tested sequence from batch to batch. Usually,
large-volume ingredients are added first, and then the smaller amounts. Total
mixing time is based on the composition of the formula.
The general process of pelleting involves passing a feed mixture through
a conditioning chamber where 4–6 per cent water (usually as steam) may be
added. The water provides lubrication for compression and extrusion and in the
presence of heat causes some gelatinization of raw starch present in
ingredients of plant origin, resulting in adhesion. Within a few seconds of
entering the pellet mill, the feed goes from an air-dry condition to 15–16 per
cent moisture at 80–90°C. Due to friction, the feed temperature may increase
further to nearly
92°C, during subsequent compression and extrusion through the die.
Pellets discharged from a pelletizer to a screen belt of a horizontal tunnel
drier or a vertical screened hopper are air–cooled in about 10 minutes and
dried to below 13 per cent moisture.
According to Hastings and Higgs (1980), finished pellets contain
practically all the nutrients in the ingredients as compounded. The loss of
thermolabile vitamins can be compensated for by extra supplementation in the
vitamin premix used.
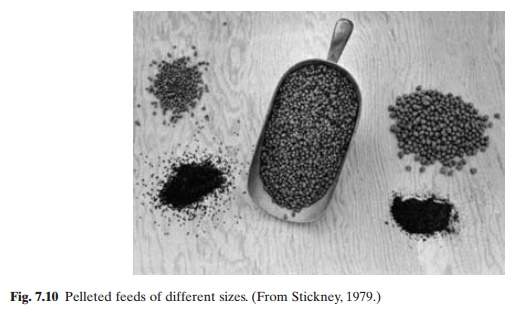
The cooled pellets may be ground on corrugated rolls and sifted into various
sizes of granules and crumbles (fig. 7.10). The crumbles are suitable for
feeding small fish and are more easily consumed by sightfeeders. They are, of
Two qualities of the pellets are of special importance and have been
referred to earlier: hardness and water stability. Moderately hard pellets are
easily consumed by many species, but for some there is a danger of overfeeding
with hard pellets, causing swelling and rupture of the stomach. The feed may
not be digested properly and may cause fermentation and gas formation in the
stomach; the fish may then float upside down.
Hardness of a pellet does not necessarily correlate with water stability. In order to prepare more water-stable pellets and thereby improve feed conversion, a number of measures can be adopted. Before pelleting, the mixed feed may be ground through a 2 mm screen to an effective size of about 125 mm. Organic flour such as rice dust, wheat endosperm or other binders may be added, replacing about 5 per cent of some non-essential ingredients, if the formula is deficient in binding material. The addition of sufficient dry steam to condition the soft feed to a temperature of 85–90°C would cause gelatinization of raw starch. The pellet mill should be operated at its optimum rated amperage for maximum compression and extrusion.
As mentioned earlier, feeds may be pelleted by the extrusion process to
form floating pellets, which are suited for certain types of culture. One
advantage of this type of pellet is that the fish can be observed while feeding
andthe amount of feed regulated according to the amount eaten. The processing
of floating pellets consists of (i) conditioning the feed which is in a meal
form to contain 25–30 per cent water, (ii) conveying it by auger into a
pressure cylinder, (iii) injecting steam to increase gelatinization of raw
starch, and (iv) then extruding to atmospheric pressure, almost exploding the
material through holes in the die plate at the end of the cylinder. The
extruding ribbon is cut by a rotating knife outside the die plate and the
pellets are then dried at about 120°C to a mois-ture content suitable for
storage. Following oven drying, a standard pellet cooler is used to lower
product temperature after internal moisture becomes less than 13 per cent. The
previous high temperatures may partially destroy heat-labile vitamins and
decrease the availability of some amino acids. Instead of over-fortifying the
formula, as for hard pelleting, the necessary additional additives may be
sprayed on to expanded pellets after extrusion.
The expansion process is more expensive and there is some evidence to
show that fish fed on floating pellets contain relatively more liver and body
fat (Hastings and Higgs, 1980), probably because of increased digestibility of
the carbohydrates in the ration.
Therapy and chemoprophylaxis of a great majority of bacterial diseases
and many endoparasitic invasions can be achieved efficiently through the use of
medicated feeds. For this purpose antibiotics, sulphonamides, nitrofuran and
antiparasitic compounds, as well as some of the disinfectants, can be added to
the feed. In order to avoid misuse of such diets and hazards to human and
animal health, it is necessary to follow proper standards and ensure that only
permitted compounds are used.
Astaxanthin and canthaxanthin are the pigments commonly used to give
attractive coloration to salmon and trout. They are generally added as
water-dispersible gelatine beadlets in concentrations of 100 mg carotenoid per
kg. A high dietary lipid content in the diet is known to improve the
utilization of carotenoids.
Carotenoids are labile compounds and are prone to degradation by heat,
acids, alkalis and oxidation. They can be stabilized somewhat by the use of
antioxidants.
Except for off-flavours that may develop due to environmental
conditions, there is as yet no consensus regarding the organoleptic qualities
of cultured aquatic animals as against wild ones. It has to be remembered that
the commonly used feed formulations have been developed to provide optimum
growth and feed conversion and not texture or flavour.
The treatments involved in feed processing generally help in increasing
the nutritional value of feeds. Heat treatment, for example, improves the
nutritional value of soybean meal by destroying the trypsin inhibitor present
and by increasing the utilization of the essential elements. Digestibility is
improved by partial cooking. Similarly, heat treatment increases the
nutritional value of cereal grains by gelatinizing starches and improving
digestibility. Grinding also increases the nutritional value by reducing the
particle size and thereby facilitating digestion. Pelleting improves
palatability and steam conditioning improves digestibility. The heat produced
during compaction of the pellet may also destroy thermolabile toxic factors
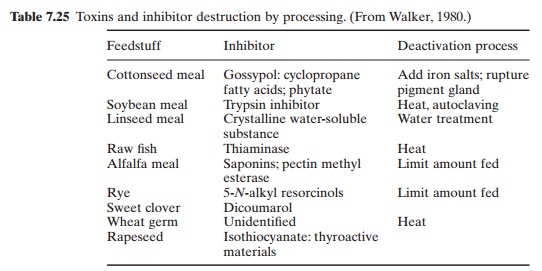
that occur in some plant products. Table 7.25 gives details of the effect of
processing on toxins and inhibitors in a number of feedstuffs.
Salmonella in feedstuffs such as meat meal is killed by pelleting, but
aflatoxins, produced by Aspergillus
flavus, are not inactivated by normal pelleting procedures. It is necessary
to prevent mould growth. Materials susceptible to contamination by aflatoxins,
such as corn, peanut meal, cottonseed meal, copra and fish meal, should be
monitored routinely for the presence of aflatoxins.
Storage of both raw materials and processed feeds needs special care as both may undergo deteriorative changes during storage. Loss and deterioration of raw materials often occurs as a result of insect infestation, which is greatly facilitated by high ambient temperature, relative humidity and moisture content of the feed ingredient. Most feed materials undergo some chemical changes that alter their flavour and nutritive value. Besides eating the feedstuffs, insects also accelerate these changes by secretion of enzymes such as lipase. Fats in feedstuffs often break down during storage. Recontamination of feedstuffs by adventitious micro-organisms is another major hazard of be avoided. Fungi grow at moisture contents of 15–20 per cent and cause spoilage of feedstuffs in storage. They produce mycotoxin, raise the temperature and moisture content, and cause mustiness. The highly toxic and carcinogenic aflotoxins produced by A. flavus, are perhaps the most important mycotoxins contaminating feedstuffs.
Rancidity is another important type of deterioration in storage and is
caused mainly by oxidation of lipids, besides some hydrolysis and ketone
formation. Lipid oxidation can be inhibited by the addition of antioxidants
such as ethoxyquin, butylated hydroxytoluene (BHT) and butylated hydroxyanisole
(BHA). The permitted levels are 150 ppm ethoxyquin or 200 ppm BHT or BHA.
In a feed mill, special care has to be taken to store both feed
materials and processed feeds in as cool and dry conditions as possible, raised
off the ground on pallets. Warehouses or silos should be constructed in such a
way that the interior can be kept cool and dry with adequate ventilation. Large
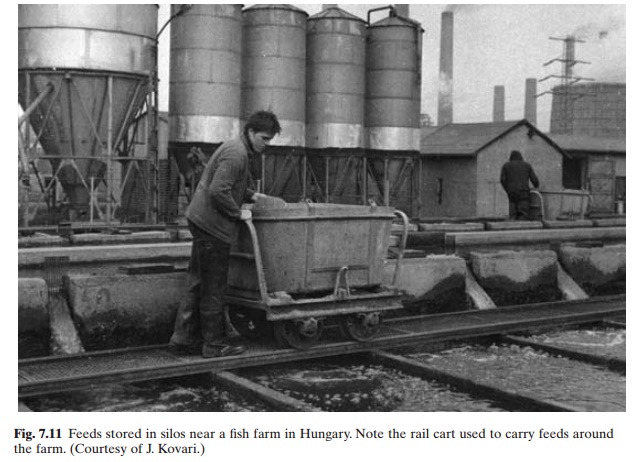
silos are used for storage of pellets and some of these are equipped with
conveyors or worm screws to move feed conveniently (fig. 7.11). Large silos are
equipped with dust collectors to collect the fines which accumulate from
repeated storage of pellets. These fines can be repelleted or used for feeding
mixed with fresh pellets.
Most commonly, pellets are packed in poly-ethylenelined sacks made of
multilayered paper or other material. Feed can be stored right on the edge of
the farm in hoppers, so that outlet chutes can be swung over the water to
discharge pellets directly into a boat for distribution. It is advisable for
the farmer to buy feeds to last only a few months at a time, as long-term
storage inevitably results in some deterioration. Properly stored, the feed
will keep well for one to three months in summer and two to four months in
winter. It is necessary to protect the feed from moisture and dampness, and
feeding hoppers should be placed at sufficient distances from water to avoid
splashed water entering them.
Related Topics