Chapter: Mechanical : Metrology and Measurements : Thread Measurement
Thread Measurement
INTRODUCTION
Threads are of prime importance, they
are used as fasteners. It is a helical groove, used to transmit force and
motion. In plain shaft, the hole assembly, the object of dimensional control is
to ensure a certain consistency of fit. The performance of screw threads during
their assembly with nut depends upon a number of parameters such as the
condition of the machine tool used for screw cutting, work material and tool.
· Form
measurement includes
· Screw
thread measurement
· Gear
measurement
· Radius
measurement
· Surface
Finish measurement
· Straightness
measurement
· Flatness
and roundness measurements
Screw Thread
Measurement
Screw threads are used to transmit the power and
motion, and also used to fasten two components with the help of nuts, bolts and
studs. There is a large variety of screw threads varying in their form, by
included angle, head angle, helix angle etc. The screw threads are mainly
classified into 1) External thread 2) Internal thread.
Screw Thread
Terminology
Fig
3.3 Screw Thread
· Pitch
It is the distance measured parallel to
the screw threads axis between the corresponding points on two adjacent threads
in the same axial plane. The basic pitch is equal to the lead divided by the
number of thread starts.
· Minor diameter:
It is the diameter of an imaginary
co-axial cylinder which touches the roots of external threads.
· Major diameter:
It is the diameter of an imaginary
co-axial cylinder which touches the crests of an external thread and the root
of an internal thread.
· Lead:
The
axial distance advanced by the screw in one revolution is the lead.
· Pitch diameter:
It is the diameter at which the thread
space and width are equal to half of the screw thread
· Helix angle:
It
is the angle made by the helix of the thread at the pitch line with the axis.
The angle is measured in an axial plane.
· Flank angle:
It is the angle between the flank and a
line normal to the axis passing through the apex of the thread.
· Height of thread:
It is the distance measured radially
between the major and minor diameters respectively
· Addendum:
Radial distance between the major and
pitch cylinders for external thread. Radial distance between the minor and
pitch cylinder for internal thread.
· Dedendum:
It is the radial distance between the
pitch and minor cylinders for external thread. Also radial distance between the
major and pitch cylinders for internal thread.
Error in Thread
The errors in screw thread may arise
during the manufacturing or storage of threads. The errors either may cause in
following six main elements in the thread.
1) Major
diameter error
2) Minor
diameter error
3) Effective
diameter error
4) Pitch
error
5) Flank
angles error
6) Crest
and root error
1) Major
diameter error
It may cause reduction in the flank contact and interference
with the matching threads.
2)
Minor diameter error
It
may cause interference, reduction of flank contact.
3)
Effective diameter error
If the effective diameter is small the threads will
be thin on the external screw and thick on an internal screw.
4)
Pitch errors
If error in pitch, the total length of thread
engaged will be either too high or too small.
The
various pitch errors may classified into
1. Progressive
error
2. Periodic
error
3. Drunken
error
4. Irregular
error
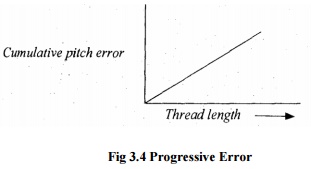
1) Progressive
error
The pitch of the thread is uniform but
is longer or shorter its nominal value and this is called progressive.
Causes
of progressive error:
1. Incorrect
linear and angular velocity ratio.
2. In
correct gear train and lead screw.
3. Saddle
fault.
4. Variation
in length due to hardening.
2)
Periodic error
These
are repeats itself at regular intervals along the thread
Causes
of periodic error:
1.
Un uniform tool work velocity ratio.
2. Teeth
error in gears.
3. Lead
screw error.
4. Eccentric
mounting of the gears.
3)Drunken
error
Drunken
errors are repeated once per turn of the thread in a drunken thread. In Drunken
thread the pitch measured parallel to the thread axis. If the thread is not cut
to the true helix the drunken thread
error will form.
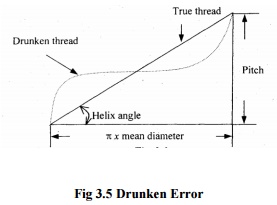
Fig
3.5 Drunken Error
4)
Irregular errors
It
is vary irregular manner along the length of the thread.
Irregular
error causes:
1. Machine
fault.
2. Non-uniformity
in the material.
3. Cutting
action is not correct.
4. Machining
disturbances.
Effect
of pitch errors
·
Increase the effective diameter of the
bolt and decreases the diameter of nut.
·
The functional diameter of the nut will
be less.
·
Reduce the clearance.
·
Increase the interference between mating
threads.
Measurement of various
elements of Thread
To find out the accuracy of a screw thread it will
be necessary to measure the following:
1. Major
diameter.
2. Minor
diameter.
3. Effective
or Pitch diameter.
4. Pitch
5. Thread
angle and form
1.
Measurement of major diameter:
The
instruments which are used to find the major diameter are by
·
Ordinary micrometer
·
Bench micrometer.
·
Ordinary micrometer
The ordinary micrometer is quite
suitable for measuring the external major diameter. It is first adjusted for
appropriate cylindrical size (S) having the same diameter
(approximately).Thisge processsetting’is. Afterknown
takias‘ micrometer is set on the major diameter of
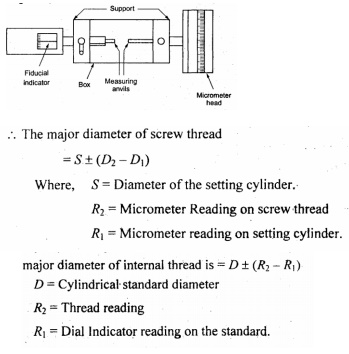
· Bench micrometer
For
getting the greater accuracy the bench micrometer is used for measuring the
major diameter. In this process the variation in measuring Pressure, pitch
errors are being neglected. The fiducial indicator is used to ensure all the
measurements are made at same pressure. The instrument has a micrometer head
with a vernier scale to read the accuracy of 0.002mm. Calibrated setting
cylinder having the same diameter as the major diameter of the thread to be
measured is used as setting standard. After setting the standard, the setting
cylinder is held between the anvils and the reading is taken. Then the cylinder
is replaced by the threaded work piece and the new reading is taken.
Fig
3.6 Bench Micrometer
· Measurement of the major diameter of an Internal
thread
The Inter thread major diameter is usually measured by thread comparator fitted with ball-ended styli. First the Instrument is set for a cylindrical reference having the root of spring under pressure. For that the new reading is taken.
2.
Measurement of Minor diameter
The minor diameter is measured by a
comparative method by using floating carriage diameter measuring machine and
small V pieces which make contact with the root of the thread. These V pieces
are made in several sizes, having suitable radii at the edges. V pieces are
made of hardened steel. The floating carriage diameter-measuring machine is a
bench micrometer mounted on a carriage.
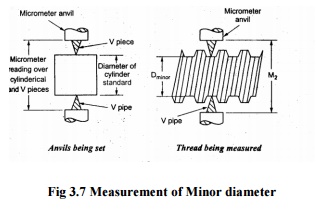
Fig
3.7 Measurement of Minor diameter
· Measurement process
The
threaded work piece is mounted between the centers of the instrument and the V
pieces are placed on each side of the work piece and then the reading is noted.
After taking this reading the work piece is then replaced by a standard
reference cylindrical setting gauge.
·
Measurement of Minor diameter of
Internal threads
The Minor diameter of Internal threads are measured
by
1. Using
taper parallels
2. Using
Rollers.
· Using taper parallels
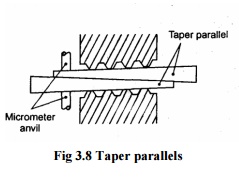
For
diameters less than 200mm the use of Taper parallels and micrometer is very
common. The taper parallels are pairs of wedges having reduced and parallel
outer edges. The diameter across their outer edges can be changed by sliding
them over each other.
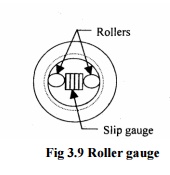
· Using rollers
For
more than 20mm diameter this method is used. Precision rollers are inserted
inside the thread and proper slip gauge is inserted between the rollers. The
minor diameter is then the length of slip gauges plus twice the diameter of
roller.
3.
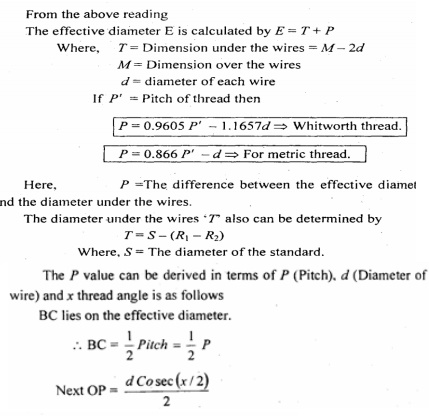
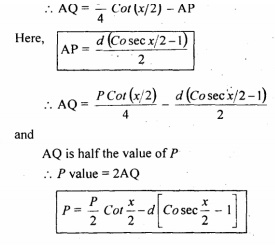
Measurement of effective diameter
Effective diameter measurement is carried out by
following methods.
1. One
wire,
2. Two
wires, or
3. Three
wires method.
4. Micrometer
method.
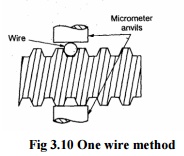
a) One wire method
The only one wire is used in this method. The wire
is placed between two threads at one side and on the other side the anvil of
the measuring micrometer contacts the crests. First the micrometer reading dl
is noted on a standard gauge whose dimension is approximately same to be
obtained by this method

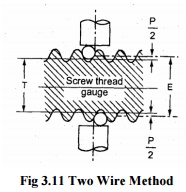
b) Two wire method
Two-wire method of measuring the effective diameter
of a screw thread is given below. In this method wires of suitable size are
placed between the standard and the micrometer anvils. First the micrometer
reading is taken and let it be R. Then the standard is replaced by the screw
thread to be measured and the new reading is taken.
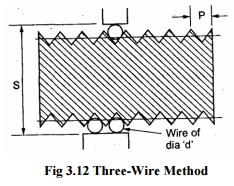
c) Three-Wire method
The three-wire method
is the accurate method. In this method three wires of equal and precise
diameter are placed in the groves at opposite sides of the screw. In this one
wire on one side and two on the other side are used. The wires either may held
in hand or hung from a stand. This method ensures the alignment of micrometer
anvil faces parallel to the thread axis.
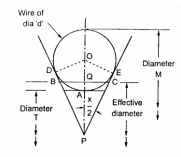
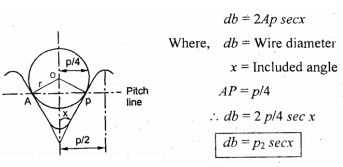
· BEST WIRE SIZE-DEVIATION
Best wire diameter is that may contact
with the flanks of the thread on the pitch line. The figure shows the wire
makes contact with the flanks of the thread on the pitch.
Hence
best wire diameter,
4.
Pitch measurement
The
most commonly used methods for measuring the pitch are
1. Pitch
measuring machine
2.
Tool
maker’s microscope
3. Screw
pitch gauge
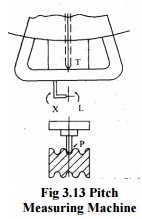
· Pitch
measuring machine
The principle of the method of measurement is to
move the stylus along the screen parallel to the axis from one space to the
next. The pitch-measuring machine provides a relatively simple and accurate
method of measuring the pitch. Initially the micrometer reading is near the
zero on the scale, the indicator is moved along to bring the stylus, next the
indicator adjusted radially until the stylus engages between the thread flank
and the pointer ‘K’ is opposite Measuring Machine line in its index mark a
small movement is necessary in the micrometer and then the reading is taken
next. The stylus is moved along into the next space by rotation of the
micrometer and the second reading is taken. The difference between these two-
measured readings is known as the pitch of the thread.
•
Tool makers microscope
Working
Worktable is placed on the base of the base of the
instrument. The optical head is mounted on a vertical column it can be moved up
and down. Work piece is mounted on a glass plate. A light source provides
horizontal beam of light which is reflected from a mirror by 900 upwards
towards the table. Image of the outline contour of the work piece passes
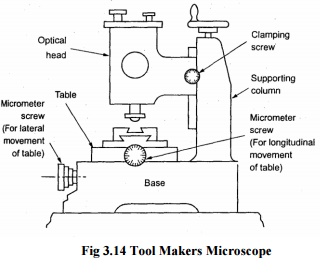
through the objective of the optical head. The image
is projected by a system of three prisms to a ground glass screen. The
measurements are made by means of cross lines engraved on the ground glass
screen. The screen can be rotated through 360°. Different types of graduated
screens and eyepieces are used.
·
Applications
o Linear
measurements.
o Measurement of pitch of the screw. o Measurement
of pitch diameter.
o Measurement of thread angle. o Comparing
thread forms.
o Centre
to center distance measurement.
o Thread
form and flank angle measurement
· Thread form and flank angle measurement
The optical projections are used to
check the thread form and angles in the thread. The projectors equipped with
work holding fixtures, lamp, and lenses. The light rays from the lens are
directed into the cabinet and prisons and mirrors. The enlarged image of thread
is drawn. The ideal and actual forms are compared for the measurement.
Related Topics