Chapter: Mechanical : Metrology and Measurements : Thread Measurement
Devices used for measurement of roundness
Devices used for measurement of roundness
1) Diametral gauge.
2) Circumferential conferring gauge => a shaft is confined in a ring gauge and rotated against a set indicator probe.
3) Rotating on center
4) V-Block
5) Three-point probe.
6) Accurate spindle.
1. Diametral method
The measuring plungers are located 180° a part and the diameter is measured at several places. This method is suitable only when the specimen is elliptical or has an even number of lobes. Diametral check does not necessarily disclose effective size or roundness. This method is unreliable in determining roundness.
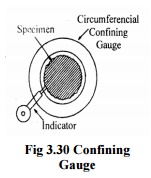
1. Circumferential confining gauge
Fig. shows the principle of this method. It is useful for inspection of roundness in production. This method requires highly accurate master for each size part to be measured. The clearance between part and gauge is critical to reliability. This technique does not allow for the measurement of other related geometric characteristics, such as concentricity, flatness of shoulders etc.
3. Rotating on centers
The shaft is inspected for roundness while mounted on center. In this case, reliability is dependent on many factors like angle of centers, alignment of centres, roundness and surface condition of the centres and centre holes and run out of piece. Out of straightness of the part will cause a doubling run out effect and appear to be roundness error.
2. V-Block
The set up employed for assessing the circularity error by using V Block is shown in fig.
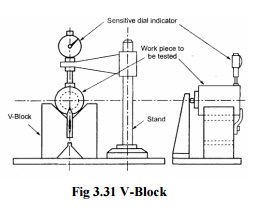
The V block is placed on surface plate and the work to be checked is placed upon it. A diameter indicator is fixed in a stand and its feeler made to rest against the surface of the work. The work is rotated to measure the rise on fall of the workpiece. For determining the number of lobes on the work piece, the work piece is first tested in a 60° V-Block and then in a 90° V-Block. The number of lobes is then equal to the number of times the indicator pointer deflects through 360° rotation of the work piece.
Limitations
a) The circularity error is greatly by affected by the following factors.
(i) If the circularity error is i\e, then it is possible that the indicator shows no variation.
(ii) Position of the instrument i.e. whether measured from top or bottom.
(iii) Number of lobes on the rotating part.
b) The instrument position should be in the same vertical plane as the point of contact of the part with the V-block.
c) A leaf spring should always be kept below the indicator plunger and the surface of the part.
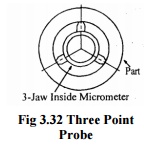
5. Three point probe
The fig. shows three probes with 120° spacing is very, useful for determining effective size they perform like a 60° V-block. 60° V-block will show no error for 5 a 7 lobes magnify the error for 3-lobed parts show partial error for randomly spaced lobes.
Related Topics