Chapter: Operations Research: An Introduction : Modeling with Linear Programming
Selected LP Applications: Production Planning and Inventory Control
SELECTED LP APPLICATIONS
This section presents realistic LP models in which the definition of the variables and the construction of the objective function and constraints are not as straight-forward as in the case of the two-variable model. The areas covered by these appli-cations include the following:
1. Urban planning.
2. Currency arbitrage.
3. Investment.
4. Production planning and inventory control.
5. Blending and oil refining.
6. Manpower planning.
Each model is fully developed and its optimum solution is analyzed and interpreted.
4 .Production Planning and Inventory Control
There is
a wealth of LP applications to production and inventory control, ranging from
simple allocation of machining capacity to meet demand to the more complex case
of using inventory to "dampen" the effect of erratic change in demand
over a given planning horizon and of using hiring and firing to respond to
changes in workforce needs. This section presents three examples. 'The first
deals with the scheduling of products using common production facilities to
meet demand during a single period, the second deals with the use of inventory
in a multiperiod production system to fill future demand, and the third deals
with the use of a combined inventory and worker hiring/firing to
"smooth" production over a multiperiod planning horizon with
fluctuating demand.
Example
2.3-4 (Single-Period Production Model)
In
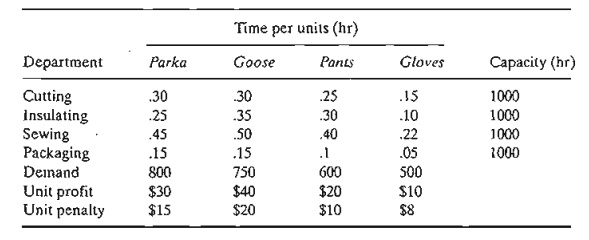
preparation for the winter season, a clothing company is manufacturing parka
and goose overcoats, insulated pants, and gloves. All products are manufactured
in four different departments: cutting, insulating, sewing, and packaging. The
company has received firm orders for its products. The contract stipulates a
penalty for undelivered items. The following table provides the pertinent data
of the situation.
Devise an
optimal production plan for the company.
Mathematical Model: The definition of the variables is
straightforward. Let
x1 = number
of parka jackets
x2 = number of goose jackets
x3 = number of pairs of pants
x4
= number of pairs of gloves
The
company is penalized for not meeting demand. This means that the objective of
the problem is to maximize the net receipts, defined as
Net
receipts = Total profit - Total penalty
The total
profit is readily expressed as 30x1 + 40x2 + 20x3 + 10x4 The total penalty is a function of the
shortage quantities (= demand - units supplied of each product). These
quantities can be determined from the following demand limits:
x1
≤ 800, x2≤ 750, x3≤
600, x4 ≤500
A demand
is not fulfilled if its constraint is satisfied as a strict inequality. For
example, if 650 parka jackets are produced, then x1 = 650, which
leads to a shortage of 800 - 650 = 150
parka jackets. We can express the shortage of any product algebraically by
defining a new nonnegative variable-namely,
Sj = Number of shortage units of
product j, j = 1,2,3,4
In this
case, the demand constraints can be written as

We can
now compute the shortage penalty as 15s1 + 20s2 + 10s3 + 8s4. Thus, the objective func-tion
can be written as

To
complete the model, the remaining constraints deal with the production capacity
restric-tions; namely
.30x1 + .30x2 + .25x3 + .15x4 ≤ 1000 (Cutting)
.25x1 + .35x2 + .30x3 + .lox4 ≤ 1000 (Insulating)
.45x1 + .50x2 + aox3 + .22x4 ≤ 1000 (Sewing)
.15x1 + .15x2 + .10x3
+ .05X4
≤ 1000 (Packaging)
The
complete model thus becomes

subject
to
.30x1 + .30x2 + .25x3 + .15x4
≤ 1000
.25x1 + .35x2 + .30x3 + .10x4
≤ 1000
.45x1 + .50x2 + .40x3 + .22x4 ≤ 1000
.15x1
+ .15x2
+ .10x3 + .05x4 ≤ 1000
x1 + s1 = 800, x2 + s2
= 750, x3
+ s3
= 600, x4 + s4 = 500
xj ≥ 0, sj ≥ 0, j = 1, 2, 3,
4
Solution:
The
optimum solution is z = $64,625,
xl = 850, x2 = 750, x3 = 387.5, x4 = 500, s1 = s2 = s4 = 0, s3 = 212.5.
The solution satisfies all the demand for both types of jackets and the gloves. A shortage of 213 (rounded up
from 212.5) pairs of pants will result in a penalty cost of 213 X $10 = $2130.
Example
2.3-5 (Multiple Period Production-Inventory Model)
Acme
Manufacturing Company has contracted to deliver horne windows over the next 6
months. The demands for each month are 100,250,190,140,220, and 110 units,
respectively. Production cost per window varies from month to month depending
on the cost of labor, material, and utilities. Acme estimates the production
cost per window over the next 6 months to be $50, $45, $55, $48, $52, and $50,
respectively. To take advantage of the fluctuations in manufacturing cost, Acme
may elect to produce more than is needed in a given month and hold the excess
units for delivery in later months. This, however, will incur storage costs at
the rate of $8 per window per month assessed on end-of-month inventory. Develop
a linear program to determine the optimum production schedule.
Mathematical Model: The
variables of the problem include the monthly production amount and the end-of-month inventory. For i = 1,2,
... , 6, let
xi= Number
of units produced in month i
1i = Inventory
units left at the end of month i
The
relationship between these variables and the monthly demand over the six-month
horizon is represented by the schematic diagram in Figure 2.5. The system
starts empty, which means that
10
= 0.
The
objective function seeks to minimize the sum of the production and end-of-month
in-ventory costs. Here we have,
Total
production cost = 50x1 + 45x2 + 55x3 + 48x4 + 52xs + 50x6
Total
inventory cost = 8(I1 + l2 + I3 + 14 + 15 + I6 )
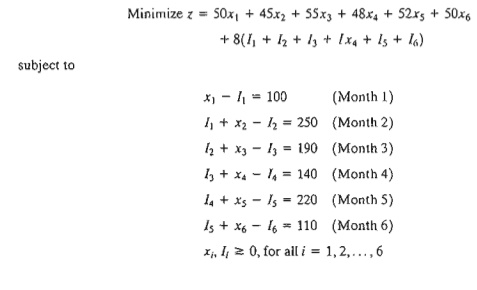
Thus the
objective function is
Minimize z = 50x1 + 45x2 + 55x3 + 48x4 + 52xs + 50x6+ 8( I1 + 12 + I3 + 14 + Is + I6 )
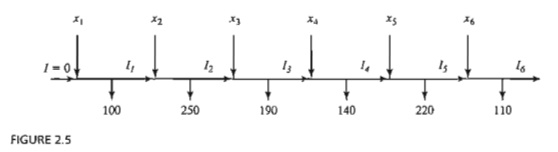
Schematic
representation of the production-inventory system
The
constraints of the problem can be determined directly from the representation
in Figure 2.5. For each period we have the following balance equation:
Beginning
inventory + Production amount - Ending
inventory = Demand
This is
translated mathematically for the individual months as
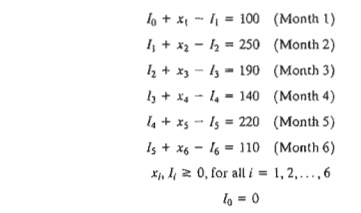
For the
problem, 10 = 0
because the situation starts with no initial inventory. Also, in any optimal
solution, the ending inventory h will be zero, because it is not logical to end
the horizon with positive inventory, which can only incur additional inventory
cost without serving any purpose.
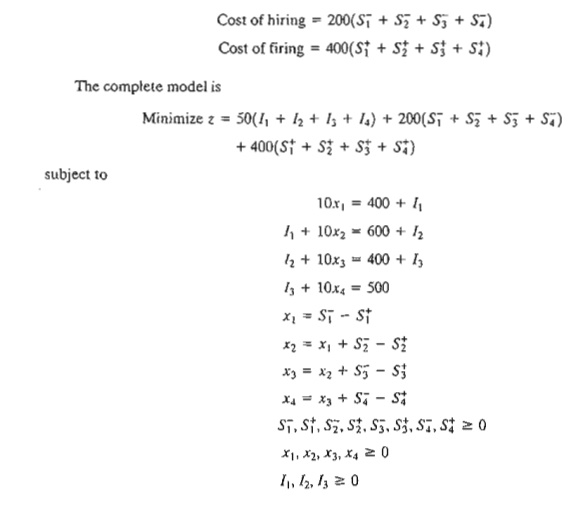
The complete
model is now given as
Optimum
solution of the production.inventory problem
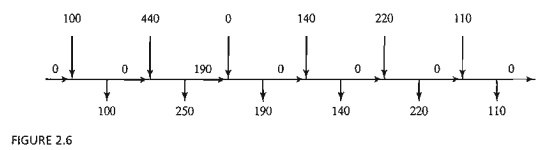
Solution:
The
optimum solution is summarized in Figure 2.6. It shows that each month's demand
is satis-fied directly from the month's production, except for month 2 whose
production quantity of 440 units covers the demand for both months 2 and 3. The
total associated cost is z = $49,980.
Example
2.3-6 (Multiperiod
Production Smoothing Model)
A company
will manufacture a product for the next four months: March, April, May, and
June. The demands for each month are 520,
720, 520, and 620 units,
respectively. The company has a steady workforce of 10 employees but can meet
fluctuating production needs by hiring and fir-ing temporary workers, if
necessary. The extra costs of hiring and firing in any month are $200 and $400
per worker, respectively. A permanent worker can produce 12 units per month, and
a temporary worker, lacking comparable experience, only produce 10 units per
month. TIle com-pany can produce more than needed in any month and carry the
surplus over to a succeeding month at a holding cost of $50 per unit per month. Develop an optimal hiring/firing policy for
the company over the four-month planning horizon.
Mathematical Model: This
model is similar to that of Example 2.3-5 in the general sense that each month
has its production, demand, and ending inventory. There are two exceptions: (1)
ac-counting for the permanent versus the temporary workforce, and (2)
accounting for the cost of hiring and firing in each month.
Because
the permanent 10 workers cannot be fired, their impact can be accounted for by
subtracting the units they produce from the respective monthly demand. The
remaining demand, if any, is satisfied through hiring and firing of temps. From
the standpoint of the model, the net demand for each month is
Demand
for March = 520 - 12 X 10 = 400 units
Demand
for April = 720 - 12 X
10 = 600 units
Demand
for May = 520 - 12 X 10 = 400 units
Demand
for June = 620 - 12
X
10 = 500 units
For i = 1,2,3,4, the variables of the model
can be defined as
xi = Net
number of temps at the start of month i
after any hiring or firing
Si =
Number of
temps hired or fired at the start of month
i
Ii = Units of ending inventory for month i
The
variables xi and Ii, by definition, must assume
nonnegative values. On the other hand, the variable Si can be positive when new temps
are hired, negative when workers are fired, and zero if no hiring or firing
occurs. As a result, the variable must be unrestricted
in sign, This is the first instance in this chapter of using an
unrestricted variable. As we will see shortly, special substitu-tion is needed
to allow the implementation of hiring and firing in the model.
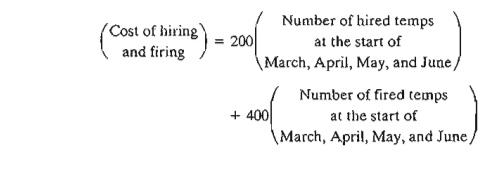
The
objective is to minimize the sum of the cost of hiring and firing plus the cost
of holding inventory from one month to the next. The treatment of the inventory
cost is similar to the one given in Example 2.3-5-namely,

(Note
that I4 = 0 in the optimum solution.) The cost of hiring and firing is a bit
more involved. We know that in any optimum solution, at least 40 temps (= 400/10) must be hired at the start of
March to meet the month's demand. However, rather than treating this situation
as a special case, we can let the optimization process take care of it
automatically. Thus, given that the costs of hiring and firing a temp are $200
and $400, respectively, we have
To
translate this equation mathematically, we will need to develop the constraints
first.
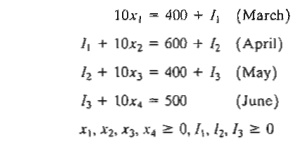
The
constraints of the model deal with inventory and hiring and firing. First we
develop the inventory constraints. Defining xi as the number of temps available
in month i and given that the
productivity of a temp is 10 units per month, the number of units produced in
the same month is lOXi' Thus the
inventory constraints are
Next, we
develop the constraints dealing with hiring and firing. First, note that the
temp work-force starts with x1 workers at the beginning of
March. At the start of April, x1 will be adjusted (up or down) by
S2 to generate x2. The same
idea applies to x3 and x4. These observations lead to the
following equations

The
variables S1, S2, S3, and S4 represent hiring when they are
strictly positive and firing when they are strictly negative. However, this
"qualitative" information cannot be used in a mathematical
expression. Instead, we use the following substitution:

The
unrestricted variable Si is now the difference between two nonnegative
variables Si- and Si+.
We can think of Si- as the number of temps hired and Si+
as the number of temps fired. For example,
if Si- = 5 and Si+ = 0 then Si
= 5 - 0 = +5, which represents hiring. If Si-
= 0 and Si+ = 7
then Si =
0 - 7 = -7, which represents firing. In the first
case, the corresponding cost of
hiring is 200 Si+
= 200 X 5 =
$1000 and in the second case the corresponding cost of firing is 400 Si+
= 400 X 7 =
$2800. This idea is the basis for the development of the objective function.
First we
need to address an important point: What if both Si-
and Si+ are positive? The answer is that this cannot
happen because it implies that the solution calls for both hiring and firing in
the same month. Interestingly, the theory of linear programming (see Chapter 7)
tells us that Si- and Si+ can never be positive simultaneously, a result
that confirms intuition.
We can
now write the cost of hiring and firing as follows:
Solution:
The
optimum solution is z = $19,500, x1
= 50, x2 = 50, x3 = 45, x4 = 45, 5, Si-
= 50, Si+
= 5, I1 = 100, I3 = 50. All
the remaining variables are zero. The solution calls for hiring 50 temps in March (Si- = 50) and holding the workforce steady till
May, when 5 temps are fired (Si+ = 5). No further hiring or firing is
recommended until the end of June, when, presumably, all temps are terminated.
This solution requires 100 units of inventory to be carried into May and 50
units to be carried into June.
PROBLEM SET 2.30
Tooleo
has contracted with AutoMate to supply their automotive discount stores with
wrenches and chisels. AutoMate's weekly demand consists of at least 1500
wrenches and 1200 chisels. Tooleo cannot produce all the requested units with
its present one-shift capacity and must use overtime and possibly subcontract
with other tool shops. The result is an increase in the production cost per
unit, as shown in the following table. Market de-mand restricts the ratio of
chisels to wrenches to at least 2:1.
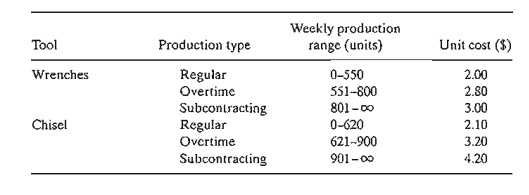
a. Formulate the problem as a linear program, and
determine the optimum production schedule for each tool.
b. Relate the fact that the production cost
function has increasing unit costs to the va-lidi ty of the modeL
2. Four
products are processed sequentially on three machines. The following table
gives the pertinent data of the problem.
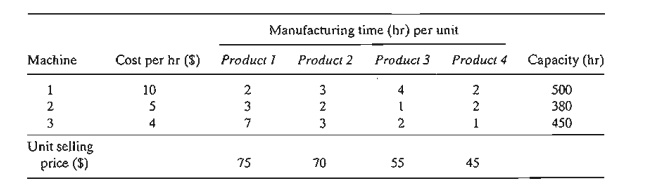
Formulate
the problem as an LP model, and find the optimum solution.
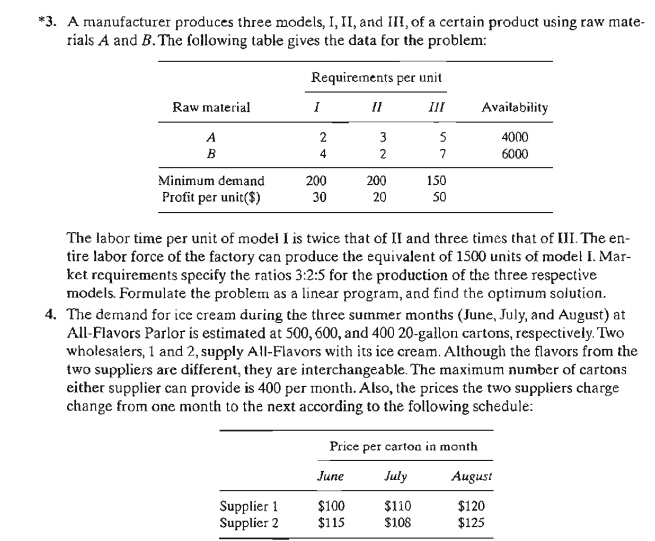
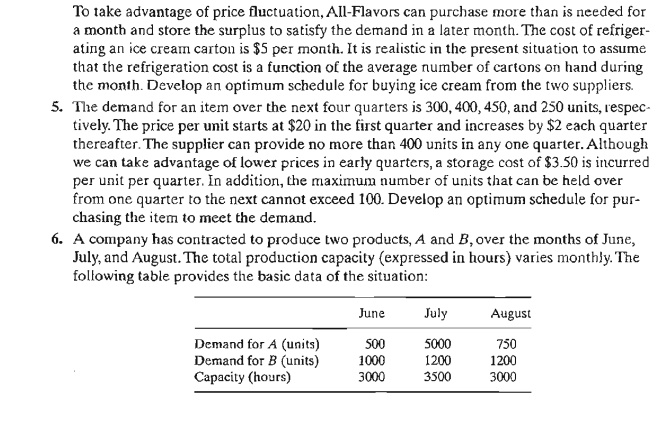
The
production rates in units per hour are 1.25 and 1 for products A and B,
respec-tively. All demand must be met. However, demand for a later month may be
filled from the production in an earlier one. For any carryover from one month
to the next, holding costs of $.90 and $.75 per unit per month are charged for
products A and B, respectively. The unit
production costs for the two products are $30 and $28 for A and B,
respectively. Determine the optimum production schedule for the two products.
*7. The
manufacturing process of a product consists of two successive operations, I and
II. The following table provides the pertinent data over the months of June,
July, and August:
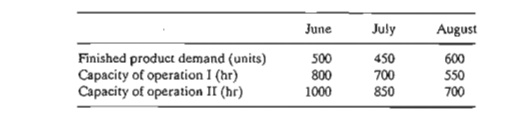
Producing
a unit of the product takes .6 hour on operation I plus .8 hour on operation
II. Overproduction of either the semifinished product (operation I) or the
finished product (operation II) in any month is allowed for use in a later
month. The corre-sponding holding costs are $.20 and $.40 per unit per month.
The production cost varies by operation
and by month. For operation 1, the unit production cost is $10, $12, and $11 for June, July, and August.
For operation 2, the corresponding unit production cost is $15, $18, and $16.
Determine the optimal production schedule for the two operations over the
3-month horizon.
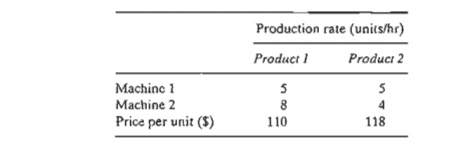
8. Two
products are manufactured sequentially on two machines. The time available on
each machine is 8 hours per day and may be increased by up to 4 hours of
overtime, if necessary, at an additional cost of $100 per hour. The table below
gives the production rate on the two machines as well as the price per unit of
the two products. Determine the optimum production schedule and the recommended
use of overtime, if any.
Related Topics