Chapter: Civil : Railway Airport Harbour Engineering : Railway Engineering : Modern Methods of Railway Track Maintenance
Measured Shovel Packing
Measured Shovel Packing
Measured shovel packing (MSP) is
an improved form of manual packing, which aims to provide a scientific method
of track maintenance that does not use any sophisticated mechanical aid. This
method, which was perfected on SNCF (French Railways) about 40 years ago, was
the standard method of track maintenance in the UK prior to the introduction of
mechanical maintenance. Even today, tracks on SNCF are mostly maintained by
MSP. This method makes it possible to maintain fish-plated and LWR tracks for
speeds of up to 160 km/h in these countries. As such, this method has the
potential of being used as a standard method of maintenance for high-speed
routes, particularly for flat-bottomed sleepers. It is definitely an asset for
controlling the overall economy by way of direct savings in labour and
maintenance of the track, and long-term savings in terms of longer life of
rails, sleepers, and fastenings due to improved track maintenance.
1 Essentials of MSP
MSP essentially consists of
taking accurate measurements of track defects, particularly of any existing
unevenness and voids, caused in the course of service and attending to the same
by placing a measured quantity of small-sized stone chips under the sleeper to
bring the track levels to their predetermined state. The compaction of these
stone chips occurs as a consequence of the passage of traffic. The extent to
which the track is required to be lifted is calculated by measuring the
longitudinal unevenness in the track once the cross levels and the voids under
the sleepers have been corrected. The longitudinal levels are measured with the
help of two optical instruments-the viseur and the mire-while the voids
under the sleeper bed are assessed by a ball-ended rod called canne-a-boule
and checked with the help of a mechanical device called the dansometer.
The track is lifted by 40 mm by means of special types of non-infringing jacks,
and a measured quantity of stone chips is then placed in the sleeper bed with
the help of a particular type of packing shovel. The jacks are then tripped off
and the alignment is finally corrected.
2 Scope of MSP
The process of MSP is suitable for the following types of
work.
(a) Through
packing of flat-bottomed sleepers
(b) Packing
of joint wooden sleepers in metal sleeper tracks
(c) Through
packing of points and crossings with wooden and steel sleepers
(d) Dehogging
of rail ends
3 Advantages and Disadvantages of MSP
Even though MSP is an excellent
method of track maintenance, it does have its drawbacks. The following are the
advantages and disadvantages of MSP.
Advantages of MSP
(a) The work
carried out is precise, wherein the track is worked upon as close to the
tolerances as possible because of the finer adjustments that are permissible in
MSP.
(b) The
retentivity of packing, particularly for joint sleepers, is more in the case of
MSP as compared to other modes of maintenance.
(c) MSP gives
increased output per gangman and is, therefore, economical.
(d) A minimum
clean ballast cushion is not needed when work is done through MSP.
(e) MSP does
not require any traffic blocks.
(f) MSP does
not damage the undersides of wooden sleepers, which are otherwise damaged in
manual methods of maintenance.
(g) MSP is
less strenuous and labourers do not shirk in doing the required work.
(h) The
gangman and the supervisory staff are able to pick up the uncomplicated
technique with very little training and experience.
Disadvantages of MSP
(a) Normally,
MSP can be done only in the case of flat-bottomed sleepers and this puts a
severe limitation on the scope of its application.
(b) This
procedure requires special size stone chips, which may not be easily available.
(c) MSP is
not effective in maintaining newly screened tracks. A consolidated bed is a
prerequisite for maintaining a track by means of MSP.
(d) MSP makes
use of delicate instruments and devices that can get damaged easily.
(e) Although
MSP is not a complicated process, it still requires a certain amount of skill,
for which the labourers have to be educated and trained.
4 Equipment Used in MSP
Special types of equipment are
used to carry out MSP. A brief description of each of these instruments is
given in the following paragraphs.
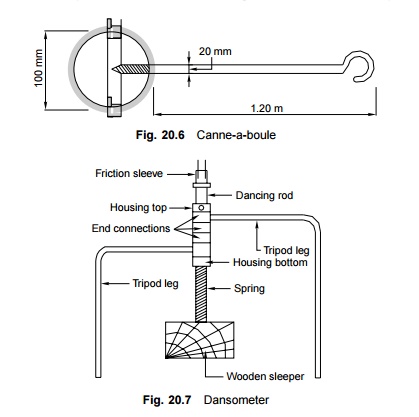
Canne-a-boule
A canne-a-boule is used for
assessing the extent of voids in the packing under the sleepers. In the case of
wooden sleepers, it consists of an iron ball of a diameter of 100 mm with a
1.20-m-long mild steel rod handle that has a diameter of 20 mm (Fig. 20.6). In
the case of steel trough sleepers, a 1.20-m-long wooden canne-a-boule is used
with a cylindrical wooden block that is 155 mm long and has a diameter of 100
mm. The canne-a-boule is dropped from a height of 40 cm at both ends of the
sleeper. The height of the rebound and the sound emitted in the process
determines the extent of the existence of packing voids. A value of 'zero' is
given to a sleeper that gives a good rebound and produces a solid sound. The
values increase as the sound gets dull and the rebound decreases.
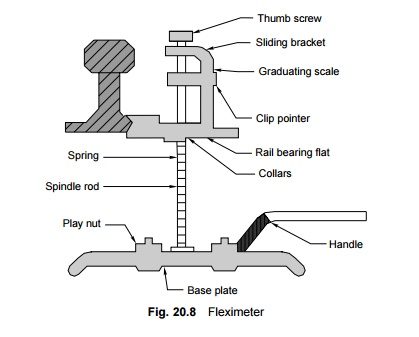
Dansometer
A dansometer is used for
measuring the voids in the packing under the sleeper ends. The tripod legs
(Fig. 20.7) are fixed in the ballast bed while the dancing rod rests on the
sleeper. The extent to which the friction sleeve can shift from its original
position helps in determining the presence of voids under the sleeper in
dynamic conditions.
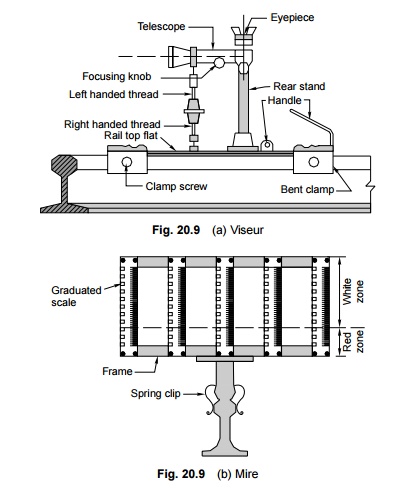
Fleximeter
A fleximeter is used to measure
the depression of the rail under the weight of plying traffic. It determines
the degree to which voids occur in the packing together with the play in the
fastenings, i.e., the gap between the rail foot and the sleeper. It is used in
conjunction with the dansometer to check the tightness of fastenings.
The difference between the
fleximeter and dansometer readings indicates the extent to which the fittings
between the rail and the sleeper have become loose (Fig. 20.8).
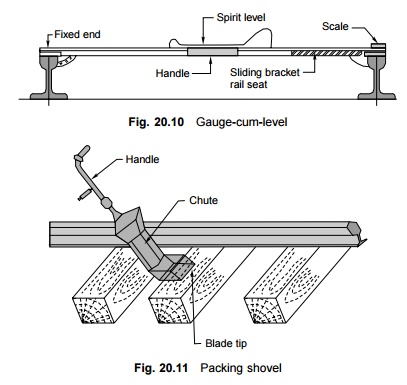
Viseur and mire
The viseur and mire are used to
measure the unevenness of the tail top and for rectifying the alignment. The
viseur is a type of telescope that has a magnifying power of about 12 and is
supported on a stand which can be fixed to the rail seat with the help of two
clamps [Fig. 20.9(a)]. The mire is a staff bearing five graduated scales, in
millimetres. It has a supporting frame that can be fixed to the rail head by
means of bent clamps [Fig. 20.9(b)].
Gauge-cum-level
The gauge-cum-level is used for
measuring the gauge of the track as well as the cross levels (Fig. 20.10). The
cross level is measured with the help of an approximately 200-mm-long sensitive
spirit level with a sensitivity of 2' 30". The cross level can be measured
to an accuracy of 1 mm with the help of this instrument.
Packing shovel
A packing shovel is used for
placing stone chips over the full width of the sleeper under the rail seat. It
is about 1 m long and has a pan for collecting the chips under the sleeper bed.
The throw of the blade is 100 mm for BG lines and 85 mm for MG lines (Fig.
20.11).
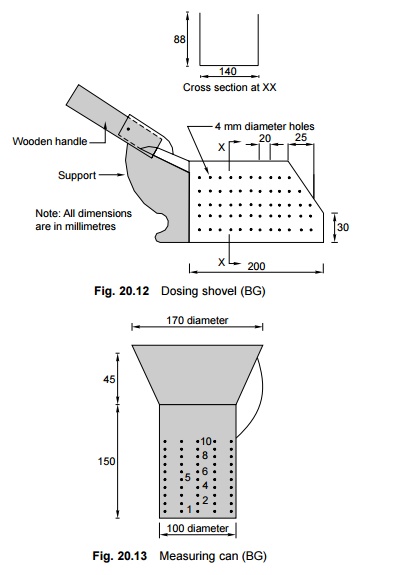
Dosing shovel
A dosing shovel is used for
picking up a measured quantity of stone chips for packing. This shovel has a
series of holes at different levels. By picking up chips to a specified height
in the shovel (Fig. 20.12), the quantity of the chips can be measured.
Measuring can
A measuring can is used to check
the accuracy of the dosing shovel. It is a cylindrical container of a height of
150 mm for BG lines and 120 mm for MG lines, with perforated holes at
calibrated intervals (Fig. 20.13).
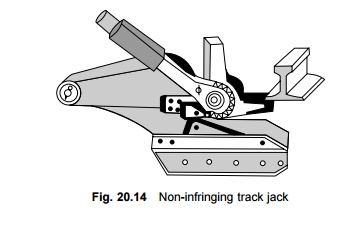
Non-infringing track jacks
Non-infringing track jacks (Fig.
20.14) are used for lifting the rail to a desired height. The jacks are
referred to as 'non-infringing' because the lifted rail can easily be returned
to its normal position in the case of an approaching train with little
manipulation and because they can be left on the track as none of their
components project above the rail level and infringe on movement. These jacks
are designed for a safe working load of 5 t and for a maximum lift of 200 mm
and 160 mm in the case of BG and MG lines, respectively.
5 Through MSP of Flat Bottomed Sleeper
Tracks
MSP has been found to be very
suitable for flat-bottomed sleepers, particularly wooden ones. About 33% of the
running track on Indian Railways is on wooden sleepers and MSP can only be done
on this length. The sequential description of this procedure is given in the
following paragraphs.
Measurements of voids A sleeper
is assessed to see whether it is fully packed or not. If not, the extent
of the existence of packing voids is determined with the help of a
canne-a-boule.
Fixation of high points The high
points are then marked on each rail with the naked eye. At these high
points, the cross levels are measured accurately up to 1 mm using a
gauge-cum-level and any cross level errors are then corrected. These high
points are called 'PH points' as per French terminology. These are normally
spaced not more than 25 m apart.
Converting high points to good
points The track is normally given a general lift of 10 mm for
the first round of MSP and 5 mm for the second round of MSP, so that packing
under the sleepers may be done effectively. New points, referred to as good
points (or 'PB points'), are then marked on both the rails. For a higher rail,
the PB value will be equal to the value of the general lift, i.e., 10 mm as a
result of the first MSP, and for the lower rail, it will be equal to the sum of
the value of the general lift and the cross level.
Longitudinal leveling Longitudinal
levels are then measured between two high points on every alternate
sleeper with the help of a viseur and a mire. The readings on intermediate
sleepers are obtained by interpolation.
Total lift The total
lift is calculated by adding the value of the voids assessed in the
packing to the amount of lift discerned as per the requirement of the
longitudinal levels. This value is called 'mark definitive' and is marked on
the inside of the foot of the rail.
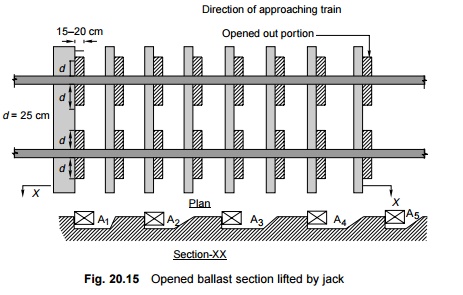
Opening out of ballast The
ballast section is then opened out with the help of ballast rakes or
special types of beaters as shown in (Fig. 20.15).
Lifting and packing of tracks Normally,
a party of nine men is required for lifting and packing a track. The
track is lifted with the help of non-infringing jacks. These jacks are placed
nine sleepers apart on an evenly made up ballast bed. Not more than 4 cm of
track should be lifted at a time to ensure that bigger ballast pieces do not
roll in under the sleeper. The track is packed with the help of a special
packing shovel. Depending upon the amount of voids present and the lifting
done, the required quantity of small-sized stone chips is picked up by means of
a dosing shovel from the wheelbarrow. For the first round of MSP, the quantity
of chips required is about 3 m3 for 250/300 sleepers on BG/MG lines
with a general lift measuring 10 mm and for the second and subsequent rounds of
MSP it is 3 m3 for 1000/1250 sleepers on BG/MG lines with a general
lift equal to or less than 5 mm. About 2.0, 1.5, or 1.0 m3 of chips
are required for the MSP of one turnout of 1 in 16, 1 in 12, and 1 in 81/2,
respectively.
Provision of ramps Ramps are
provided to gradually ease off the difference in the longitudinal levels
of the track between the portion of the track that has been attended to and the
portion that is yet to be attended to. The provision of such ramps becomes
necessary either in the case of an approaching train or at the end of a day's
work. A provisional ramp of 3 mm per sleeper is provided in the face of
approaching trains, whereas a ramp of 1 mm per sleeper is provided at the end
of a day's work.
Alignment After
correcting the longitudinal and cross levels of the track, the alignment
is checked with the help of a viseur and a mire, using the vertical line on the
rear side of the mire as a target. The use of guides is very important when
alinging tracks, as the guides ensure that the viseur and mire are undisturbed
while slewing is in progress.
Boxing and dressing of ballast After the
surfacing and alignment of the track has been taken case of, the removed
ballast is put back in the track by means of ballast rakes and the ballast section
is boxed and dressed properly.
Majoration of joints Joints
are checked for a second time on the following day and if any low joints
are discovered, they are attended to. This second attention that is paid to the
joints is technically called majoration of joints.
Checking of work done The cross
levels and the longitudinal levels of the portion of the track that has
already been attended to are checked after the passage of two trains. The
variation in the cross level should not be more than 3 mm at any sleeper and
the variation from sleeper to sleeper should not exceed 1 mm.
6 MSP of Joint Wooden
Sleepers on Metal Sleeper Track
A joint is the weakest link in
the track and special attention has to be paid towards its maintenance. The
maintenance of joint sleepers is not very effective in the case of the
conventional beater packing method because of the close spacing of the sleepers
at the joint. The loosening of the packing at the joints results in a number of
maintenance problems. MSP has been found to be very effective for packing joint
wooden sleepers.
This method involves the usual
through beater packing of the intermediate sleepers followed by MSP of the
joint sleepers so as to bring the surface of the track to longitudinal and
cross levels consistent with that of metal sleeper tracks. A detailed account
of this procedure follows.
Calculation of total lift The total
lift required is calculated by evaluating the voids at the joint
sleepers and adding this value to the longitudinal lift required on account of
the general sag of the track. The total lift for the two rails is then assessed
as follows:
Total lift for sighting rail = longitudinal lift + voids under
the sighting rail Total lift for second rail = fleximeter reading on sighting
rail + voids under
the second rail + cross level difference at the joint
The cross levels are then
correctly noted with the help of an accurate gauge-cum-level.
Lifting and packing of joint
sleepers Joint sleepers are lifted to the required extent, but
not more than 40 mm by means of non-infringing jacks. The required quantity of
small stone chips are placed under the joint sleepers with the help of packing
shovels. The jacks are then released from their positions and the sleepers are
tamped with the help of blunt-ended crowbars so that they are evenly seated on
the layer of chips.
Alignment corrections General
alignment corrections are made while work is underway on the
intermediate sleepers by way of the conventional beater packing method. Any
disturbances that occur in the alignment during the MSP of joint sleepers are
subsequently corrected.
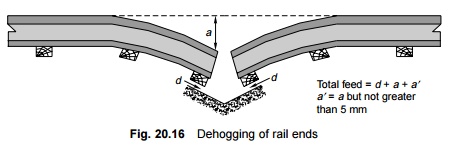
7 Dehogging of Rail Ends
Hogged rail ends can be dehogged
with the help of MSP in the following manner (Fig. 20.16).
1. The dip
at the joint sleeper (a) is measured by using a 1.5-m straight edge and
a feeler gauge at a distance of 50 mm from the rail end.
2. The dance
at the joint sleepers (d), which is the gap between the sleeper and the
ballast, is measured by a canne-a-boule or dansometer.
3. The joint
sleepers are lifted and packed to a value equal to d + a + a',
where
d is the value of dance, a is
the amount of dip, and a' is equal to a or 5 mm, whichever
is lower.
After allowing traffic to run on
the track for a period of two days, the adjoining sleepers are beater or shovel
packed depending upon whether it consists of metal or wooden sleepers. The
dehogging of rail ends is achieved because of the train loads. It may be
necessary to repeat this procedure in case the rails are not completely
dehogged.
8 MSP of Turnouts
The MSP of turnouts laid on
wooden sleepers is quite effective. This process involves the following steps.
Measurement of voids Voids in
the main line as well as on the turnout side are measured by a canne-a-boule.
Location of high points The high
points are then located using a gauge-cum-level and these are
marked on the stock rail.
Conversion of high points to good
points High points are converted into good points
on the stock rail.
Longitudinal levelling Longitudinal
levels on the stock rail are measured by means of a viseur and a
mire.
Total lift Total
lift is the sum of the number of packing voids and the difference in the
longitudinal levels.
Shovel packing The
ballast between sleepers is completely removed and the track is
lifted by using track jacks.
Putting back the ballast After
packing, the ballast is put back and the joints are tackled once
again, if necessary.
Alignment correction The main
line is aligned with the help of a viseur and a mire.
Attention to approaches Approaches
to the turnout are dealt with by means of MSP or beater packing
to adjust the longitudinal levels.
9 Organization of Labour for MSP
Proper organization of labour is
necessary for successfully implementing the MSP programme on Indian Railways.
Normally, a gang of 9 to 15 persons khalasis and one mate headed by a PWI grade
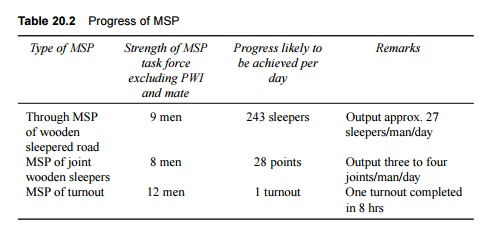
III are employed for carrying out various MSP works. A rough estimate of the
strength of the MSP task force is given in Table 20.2 along with the average
progress achieved by it.
20.5.10 Equipment Required
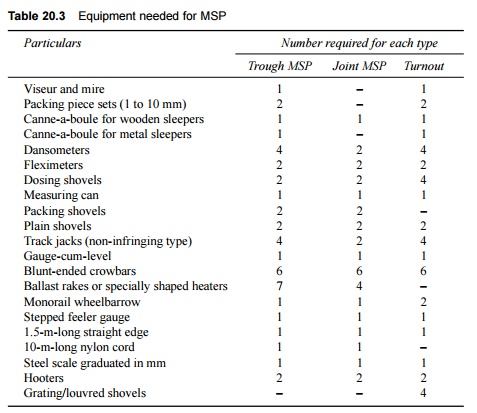
Table 20.3 lists the equipment
normally required for carrying out the MSP of different works.
Table 20.3 Equipment needed for MSP
11 Future of MSP on
Indian Railways
MSP, though introduced only
recently, has shown great potential for being used extensively on Indian
Railways. The method is simple but scientific. It provides a better and lasting
surface to the tracks and has also proved to be very beneficial to the economy.
The method is particularly suited to Indian conditions due to the abundance of
cheap labour and use of simple equipment manufactured indigenously. It was
earlier believed that the method was suitable only for flat-bottomed sleepers
such as wooden and concrete sleepers, but recent trials have proved that the
technique can be used for maintaining steel and CST-9 sleepers as well.
Related Topics