Chapter: Operations Research: An Introduction : Modeling with Linear Programming
Selected LP Applications: Blending and Refining
SELECTED LP APPLICATIONS
This section presents realistic LP models in which the definition of the variables and the construction of the objective function and constraints are not as straight-forward as in the case of the two-variable model. The areas covered by these appli-cations include the following:
1. Urban planning.
2. Currency arbitrage.
3. Investment.
4. Production planning and inventory control.
5. Blending and oil refining.
6. Manpower planning.
Each model is fully developed and its optimum solution is analyzed and interpreted.
5. Blending and Refining
A number
of LP applications deal with blending different input materials to produce
products that meet certain specifications while minimizing cost or maximizing
profit. The input materials could be ores, metal scraps, chemicals, or crude
oils and the output products could be metal ingots, paints, or gasoline of
various grades. This section pre-sents a (simplified) model for oil refining.
The process starts with distilling crude oil to produce intermediate gasoline
stocks and then blending these stocks to produce final gasolines. The final
products must satisfy certain quality specifications (such as octane rating).
In addition, distillation capacities and demand limits can directly affect the
level of production of the different grades of gasoline. One goal of the
modeLis deter-mine the optimal mix of final products that will maximize an
appropriate profit func-tion. In some cases, the goal may be to minimize a cost function.
Example
2.3-7 (Crude
Oil Refining and Gasoline Blending)
Shale Oil, located on the island of
Aruba, has a capacity of 1,500,000 bbl of crude oil per day. The final products
from the refinery include three types of unleaded gasoline with different
octane numbers (ON): regular with ON = 87, premium with ON = 89, and super with
ON = 92. The refining process encompasses three stages: (1) a distillation tower that produces feedstock (ON = 82) at the rate of .2 bbl per bbl of crude oil, (2) a
cracker unit that produces gasoline stock (ON = 98) by using a portion of the
feedstock produced from the distillation tower at the rate of .5 bbl per bbl of
feedstock, and (3) a blender unit that blends the gasoline stock from the
cracker unit and the feedstock from the distillation tower. The company
estimates the net profit per barrel of the three types of gasoline to be $6.70,
$7.20, and $8.10, respectively. The input capacity of the cracker unit is
200,000 barrels of feedstock a day. The demand limits for regular, premium, and
super gasoline are 50,000,30,000, and 40,000 barrels per day. Develop a
model for determining the optimum production schedule for the refinery.
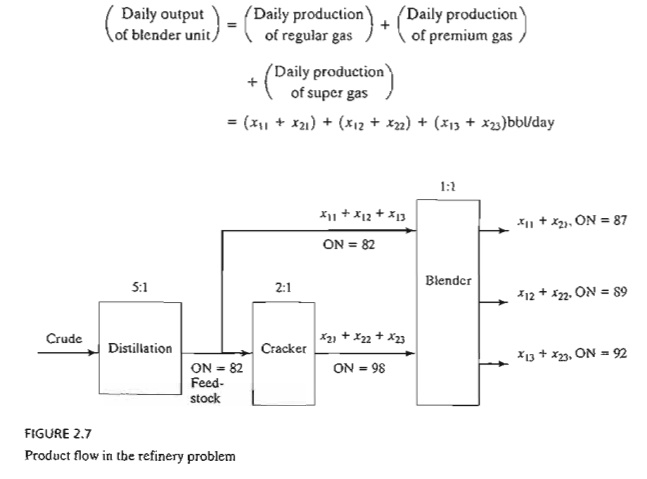
Mathematical Model: Figure
2.7 summarizes the elements of the model. The variables can be defined in terms
of two input streams to the blender (feedstock and cracker gasoline) and the
three final products. Let
xij = bbl/day of input stream i used to blend final product j, i
= 1,2; j = 1,2,3
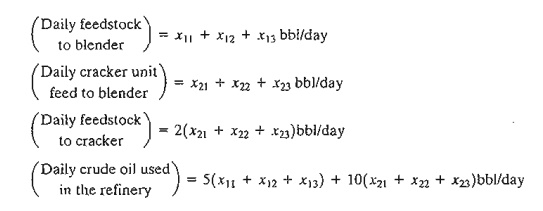
Using this definition, we have
Daily production of regular gasoline
= x11 + x21
bbl/day
Daily production of super gasoline =
x13 + x23 bbl/day
The objective of the model is to
maximize the total profit resulting from the sale of all three grades of
gasoline. From the definitions given above, we get
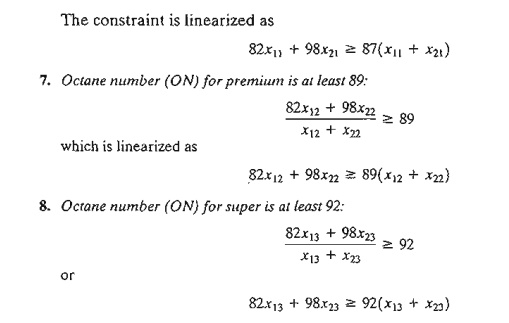
The octane number of a gasoline
product is the weighted average of the octane numbers of the input streams used
in the blending process and can be computed as
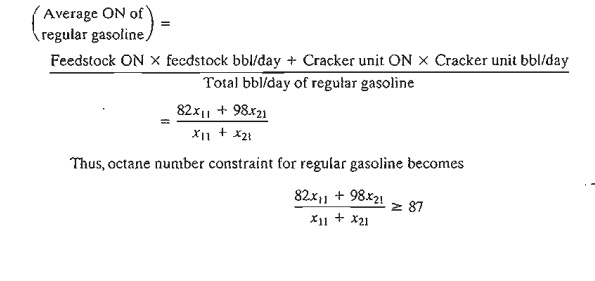
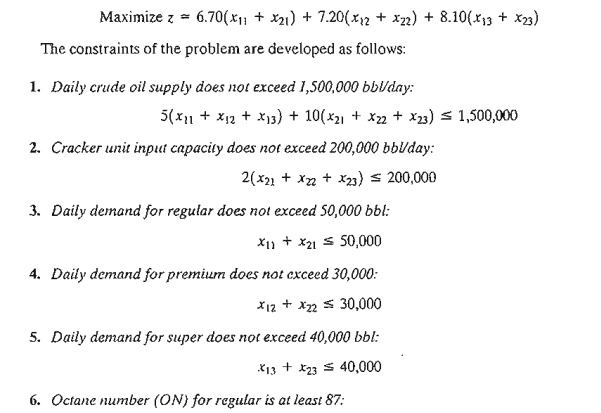
The
complete model is thus summarized as
Maximize
z = 6.70(x11 + x21 + 7.20(xl2 + x22) + 8.10(xl3 + x23)
subject
to
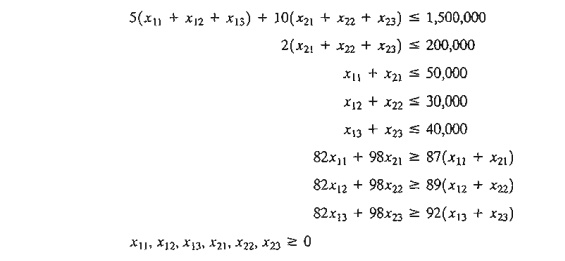
The last
three constraints can be simplified to produce a constant right-hand side.
Solution:
The
optimum solution (using file amplEx2.3-7.txt) is z = 1,482,000, x11 = 20,625, x21 == 9375, xI2
=' 16,875, x22 = 13,125,
x13 = 15,000, x23 = 25,000. This translates to
Daily
profit = $1,482,000
Daily
amount of regular gasoline = x11 + x21 = 20,625 + 9375 = 30,000 bbl/day
Daily
amount of premium gasoline = x12 + x22 = 16,875
+ 13,125 = 30,000 bbl/day
Daily
amount of regular gasoline = xI3 + x23 =
15,000 + 25,000 = 40,000 bbl/day
The
solution shows that regular gasoline production is 20,000 bbVday short of
satisfying the maximum demand. The demand for the remaining two grades is
satisfied.
PROBLEM SET 2.3E
Hi-V
produces three types of canned juice drinks, A, B, and C, using fresh strawberries,
grapes, and apples. The daily supply is limited to 200 tons of strawberries,
100 tons of grapes, and 150 tons of apples. The cost per ton of strawberries,
grapes, and apples is $200, $100, and $90, respectively. Each ton makes 1500 Ib
of strawberry juice, 1200 Ib of grape juice, and 1000 Ib of apple juice. Drink A is a 1:1
mix of strawberry and apple juice. Drink B is 1:1:2 mix of strawberry,
grape, and apple juice. Drink C is a 2:3 mix of grape and apple juice. All
drinks are canned in 16-oz (1 lb) cans. The price per can is $1.15, $1.25, and
$1.20 for drinks A, B, and C. Determine the optimal
production mix of the three drinks.
*2. A
hardware store packages handyman bags of screws, bolts, nuts, and washers.
Screws come in 100-lb boxes and cost $110 each, bolts come in 100-lb boxes and
cost $150 each, nuts come in 80-lb boxes and cost $70 each, and washers come in
30-lb boxes and cost $20 each. The handyman package weighs at least lib and
must include, by weight, at least 10% screws and 25% bolts, and at most 15%
nuts and 10% washers. To balance the package, the number of bolts cannot exceed
the number of nuts or the number of washers. A bolt weighs 10 times as much as
a nut and 50 times as much as a washer. Determine the optimal mix of the
package.
3. All-Natural
Coop makes three breakfast cereals, A, B, and C, from four ingredients:
rolled oats, raisins, shredded coconuts, and slivered almonds. The daily
availabilities of the ingredients are 5 tons, 2 tons, 1 ton, and 1 ton,
respectively. The corresponding costs per ton are $100, $120, $110, and $200.
Cereal A is a 50:5:2 mix of oats,
raisins, and almond. Cereal B is a 60:2:3 mix of oats,
coconut, and almond. Cereal C is a 60:3:4:2 mix of oats, raisins, coconut, and
almond. The cereals are produced in jumbo 5-lb sizes. All-Natural sells A, B, and Cat
$2, $2.50, and $3.00 per box, respectively. The minimum daily demand for
cereals A, B, and Cis 500,600, and 500 boxes. Determine the
optimal production mix of the cereals and the associated amounts of
ingredients.
4. A
refinery manufactures two grades of jet fuel, F1 and F2, by blending four types of gaso-line, A, B, C, and D. Fuel F1 uses gasolines A, B, C, and D in the ratio 1:1:2:4, and fuel F2 uses the ratio 2:2:1:3. The supply
limits for A, B, C, and Dare 1000, 1200,900, and 1500 bbl/day,
respectively. The costs per bbl for gasolines A, B, C, and Dare $120,
$90, $100, and $150, respectively. Fuels F1 and F2 sell for $200 and $250 per bbi. The
minimum demand for F1 and F2 is 200 and 400 bbUday. Determine the
optimal production mix for F1 and F2.
5. An oil
company distills two types of crude oil, A and B, to produce regular and premium
gasoline and jet fuel. There are limits on the daily availability of crude oil
and the minimum demand for the final products. If the production is not sufficient to cover demand, the short-age must be
made up from outside sources at a penalty.
Surplus production will not be sold immediately and will incur storage cost.
The following table provides the data of the situation:
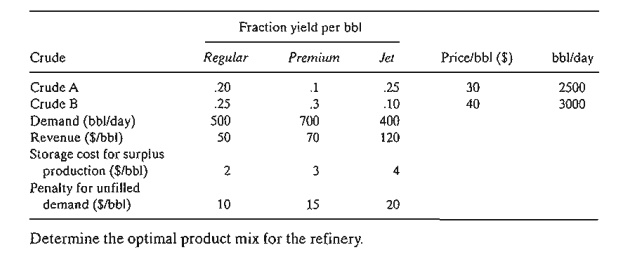
Determine
the optimal product mix for the refinery.
6. In the
refinery situation of Problem 5, suppose that the distillation unit actually
produces the intermediate products naphtha and light oil. One bbl of crude A produces .35 bbl of naphtha and .6 bbl
of light oil, and one bbl of crude B produces .45 bbl of naphtha and .5 bbl of light oil. Naphtha and light
oil are blended to produce the three final gasoline products: One bbl of regular
gasoline has a blend ratio of 2:1 (naphtha to light oil), one bbl of premium
gasoline has a blend ratio of ratio of 1:1, and one bbl of jet fuel has a blend
ratio of 1:2. Determine the optimal production mix.
7. Hawaii
Sugar Company produces brown sugar, processed (white) sugar, powdered sugar,
and molasses from sugar cane syrup. The company purchases 4000 tons of syrup
weekly and is contracted to deliver at least 25 tons weekly of each type of
sugar. The production process starts by manufacturing brown sugar and molasses
from the syrup. A ton of syrup produces .3 ton of brown sugar and .1 ton of
molasses. White sugar is produced by processing brown sugar. It takes 1 ton of brown sugar to
produce .8 ton of white sugar. Powdered sugar is produced from white sugar
through a special grinding process that has a 95% conversion efficiency (1 ton
of white sugar produces .95 ton of powdered sugar). The profits per ton for
brown sugar, white sugar, powdered sugar, and molasses are $150, $200, $230,
and $35, respectively. Formulate the problem as a linear program, and
deter-mine the weekly production schedule.
8. Shale
Oil refinery blends two petroleum stocks,A and B, to produce two high-octane gasoline
products, I and II. Stocks A and B are produced at the maximum
rates of 450 and 700 bbl/hour, respectively. The corresponding octane numbers
are 98 and 89, and the vapor pres-sures are 10 and 8 Ib/in2.
Gasoline I and gasoline II must have octane numbers of at least 91 and 93,
respectively. The vapor pressure associated with both products should not
exceed 12 Ib/in2. The profits per bbl of I and II are $7 and $10,
respectively. Determine the optimum production rate for I and II and their
blend ratios from stocks A and B. (Hint: Vapor pressure, like the
octane number, is the weighted average of the vapor pressures of the blended
stocks.)
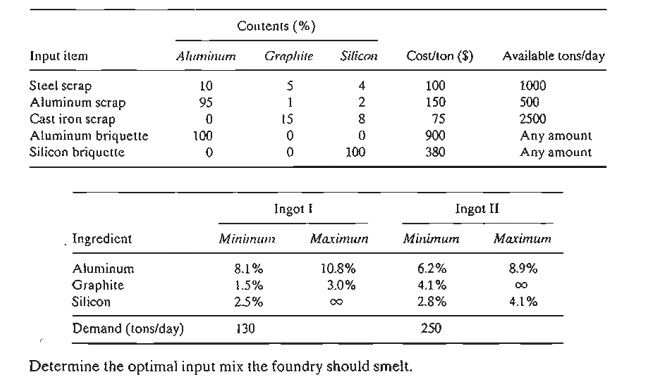
9. A
foundry smelts steel, aluminum, and cast iron scraps to produce two types of
metal ingots, I and II, with specific limits on the aluminum, graphite and
silicon contents. Aluminum and silicon briquettes may be used in the smelting
process to meet the desired specifications.
The following tables set the specifications of the problem:
10. Two
alloys, A and B, are made from four metals, I, II, III, and IV, according to
the following specifications:
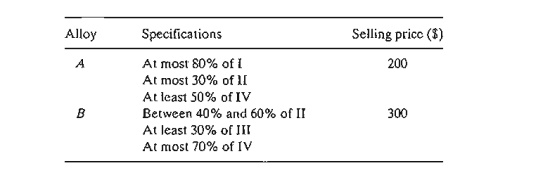
The four metals, in turn, are extracted from three ores according to the following data:
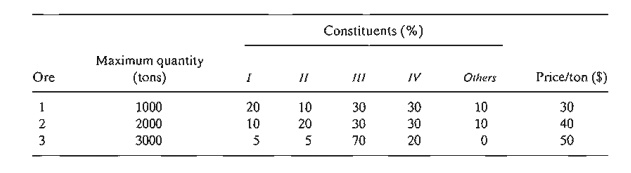
How much
of each type of alloy should be produced? (Hint:
Let xkj be tons of are i
allocated to alloy k, and define wk as tons
of alloy k produced.)
Related Topics