Basic Design, Process, Downstream Processing, Media Used in the Industrial Productions | Industrial Microbiology - Fermentors | 12th Microbiology : Chapter 6 : Industrial Microbiology
Chapter: 12th Microbiology : Chapter 6 : Industrial Microbiology
Fermentors
Fermentors
The main function of a fermenter is to provide a suitable environment in which an organism can efficiently produce a target product. Most of them are designed to maintain high biomass concentrations, which are essential for many fermentation processes. Fermentor design, quality of construction, mode of operation and the level of sophistication largely depend upon the production organism, the optimal operating conditions required for target product formation, product value and the scale of production. The performance of any fermenter depends on many factors, but the key physical and chemical parameters that must be controlled are agitation rate, oxygen transfer, pH, and temperature and foam production.
HOTS
What will happen if antifoam agents
are not used in the Fermentation process?
Basic Design of a Fermenter
The materials used for construction of
fermenter withstand repeated steam sterilization and are nontoxic. The reaction
vessel is designed to withstand vacuum or else it may collapse while cooling.
The internal surface is smooth an corrosion resistant. Either stainless steel
or glass is used for construction.
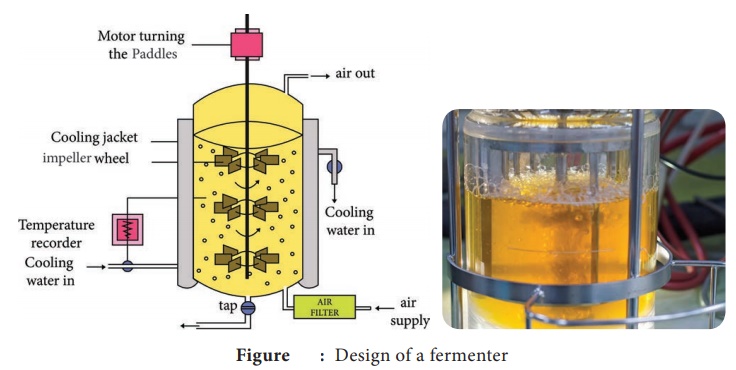
Conventional bioreactors are
cylindrical vessels with dome top and bottom (Figure 6.5).
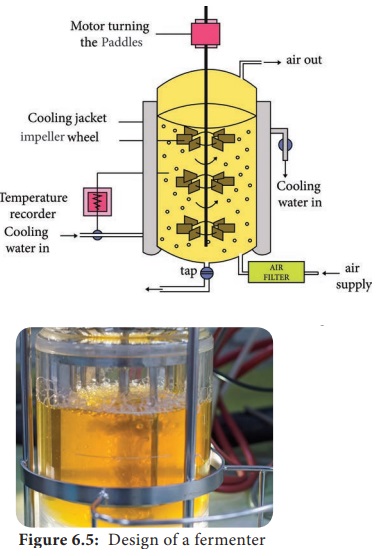
It is surrounded by a jacket and
sparger at the bottom through which air is introduced. The agitator (for mixing
of cells and medium) shaft is connected to a motor at the bottom. It has ports
for pH, temperature, dissolved Oxygen sensors for regulation. Antifoam agents
like animal vegetable oil, lard oil, corn oil and soya bean oil are used to
control the foam. Modern fermentors are usually integrated with computers for
efficient process monitoring and data acquisition. Parts of the fermenter and
their functions are given in Table 6.2.
Table 6.2: Components of fermenter and
their uses:
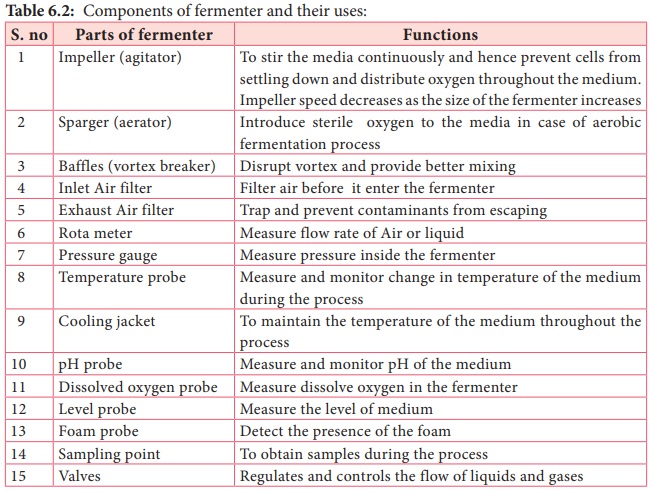
Components of fermenter and their uses:
Parts of fermenter: Functions
1. Impeller (agitator): To stir the media continuously and
hence prevent cells from settling down and distribute oxygen throughout the
medium. Impeller speed decreases as the size of the fermenter increases
2. Sparger (aerator): Introduce sterile oxygen to the media
in case of aerobic fermentation process
3. Baffles (vortex breaker): Disrupt vortex and
provide better mixing
4. Inlet Air filter: Filter air before it enter the
fermenter
5. Exhaust Air filter: Trap and prevent contaminants from
escaping
6. Rota meter: Measure flow rate of Air or liquid
7. Pressure gauge: Measure pressure inside the fermenter
8. Temperature probe: Measure and monitor change in
temperature of the medium during the process
9. Cooling jacket: To maintain the temperature of the
medium throughout the process
10. pH probe: Measure and monitor pH of the medium
11. Dissolved oxygen probe: Measure dissolve oxygen in the
fermenter
12. Level probe: Measure the level of medium
13. Foam probe: Detect the presence of the foam
14. Sampling point: To obtain samples during the process
15. Valves: Regulates and controls the flow of
liquids and gases
There are different types of
fermentor used in industrially micro biology which includes
1. Stirred tank bioreactor
2. Tower bioreactors
3. Air lift bioreactors
4. Packed–bed bioreactors
5. Fluidized bed bioreactors
6. Photo bioreactors
Media Used in the Industrial Productions
Fermentation Medium
Most
fermentation requires liquid media, often referred to as broth, although some
solid-substrate fermentations are also operated. Fermentation media must
satisfy all the nutritional requirements of the microorganism and fulfill the
technical objectives of the process. Animal fats and plant oils are also
incorporated into some media, often as supplements to the main carbon source.
Medium
used for large scale production should have the following characteristics.
1. It
should be cheap and easily availabe
2. It
should maximize the growth ofhe microorganism productivity and the rate of
formation of the desired product
3. .It
should minimize the formation of undesired products
It should
contain carbon source,nitrogen source, energy source, micro nutrients required
for the industrial production. Table 6.3 shows common substances used in the
industrial fermentation process.
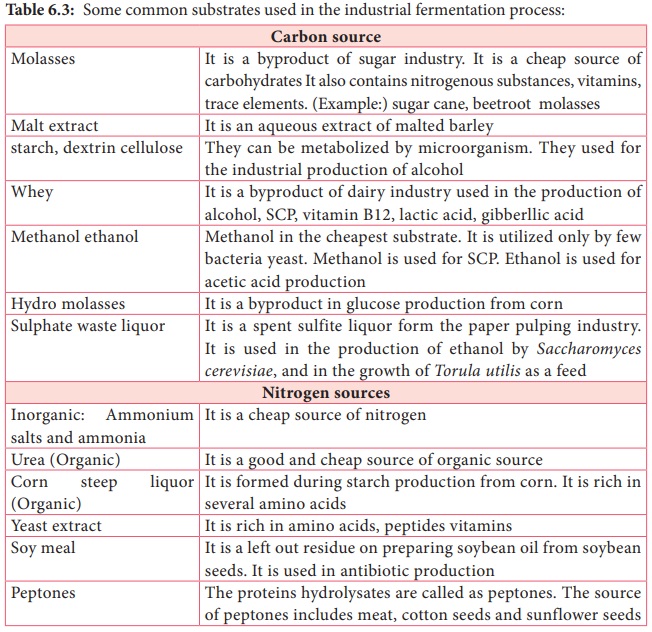
Waste
products from other industrial processes such as molasses, ligno cellulosic
waste, and corn steep liquor are generally used as substrates for industrial
fermentation.
Apart
from carbon and nitrogen sources, some other components like minerals,
vitamins, growth factors are also used in Industrial fermentations.
Minerals
Normally,
sufficient quantities of cobalt, copper, iron, manganese, molybdenum, and zinc
are present in the water supplies, and as impurities in other media
ingredients. For example, corn steep liquor contains a wrange of minerals that
will usually satisfy the minor and trace mineral needs
Vitamins
and growth factors
Many bacteria can synthesize all necessary vitamins from basic elements. For other bacteria, filamentous fungi and yeasts, they must be added as supplements to the fermentation medium. Most natural carbon and nitrogen sources also contain at least some of the required vitamins as minor contaminants. Other necessary growth factors, amino acids, nucleotides, fatty acids and sterols, are added either in pure form or, for economic reasons, as less expensive plant and animal extracts.
Precursors
Some
fermentation must be supplemented with specific precursors, notably
forsecondary metabolite production. When required, they are often added in
controlled quantities and in a relatively pure form. Examples: Phenyl acetic
acid or phenylacetamide added as side chain precursors in penicillin
production.
Large Scale Production
Basic Steps of Industrial Fermentation
Successful
development of a fermentation process and fermentors requires major contributions
from a wide range of other disciplines, particularly biochemistry, genetics,
molecular biology, chemistry, chemical engineering and process engineering,
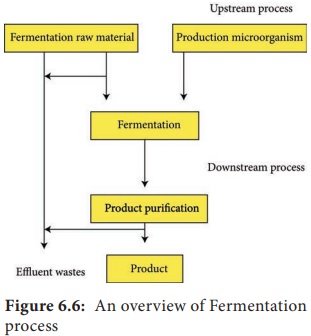
mathematics and computer technology. A typical operation involves both upstream
processing (USP) and downstream processing (DSP) stages (Figure 6.6).
Upstream Processing
It is the
first step in which biomolecules like bacteria or other cells are grown in a
fermentor. Upstream processing involves inoculation development, scale up,
medium preparation and sterilization of media and fermentation process.
Inoculum development
It is a
preparation of a population of micro organisms from a stock dormant culture to
a state useful for inoculating a final production fermentor.
It is a
critical stage in fermentation process.
It is a
stepwise sequence employing increasing volume of media.
Inoculum
media is usually balanced for rapid cell growth and not for product formation.
Inoculum scale up
It is the
preparations of the seed culture in amounts sufficient to be used in the larger
fermenter vessel. It involves growing the microorganisms obtained from the pure
stock culture in several consecutive fermenter. By doing this, the time
required for the growth of microbes in the fermenter is cut down, so that the
rate of productivity is increased. The seed culture obtained is then used for
inoculation in fermentation medium. The size of the inoculums is generally
1–10% of the total volume of the medium.
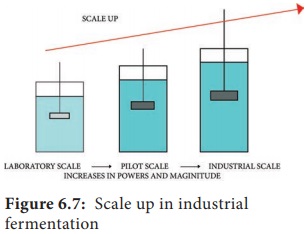
In
general, fermentation/ bioprocess techniques are developed in stages starting
from a laboratory and finally leading to an industry. The phenomenon of
developing industrial fermentation process in stages is referred to as
scale–up. Scale–up is necessary for implementing new fermentation technique
developed using mutant organisms.
The very
purpose of scale–up is to develop optimal environmental and operating
conditions at different levels for a successful fermentation industry where
conditions like substrate concentration agitation and mixing, aeration, power
consumption and rate of Oxygen transfer are studied. In a conventional
scale–up, a fermentation technique is developed in 3–4 stages. The initial
stage involves a screening process using Petri dishes or Erlenmeyer flasks
followed by a pilot project to determine the optimal operating conditions for a
fermentation process with a capacity of 5–200 litres. The final stage involves
the transfer of technology developed in the laboratory to industry. (Figure
6.7)
It has to
be continuously noted that a fermentation process that works well at the
laboratory scale may work poorly or may not work at all on industrial scale.
Therefore it is not always possible to blindly apply the laboratory conditions
of a fermentation technique developed to industry.
At the
laboratory scale, one is interested in the maximum yield of the product for
unit time. At the industry level, besides the product yield, minimal operating
cost is another important factor for consideration.
Preparation and sterilization of media
According
to the specific industrial production basic components needed to carry out
fermentation are selected as per the required volume.
Medium
components should be free from contamination. So all the medium components
employed in the fermentation process are sterilized. Sterilization is mostly
carried out by applying heat and to lesser extent other physical methods,
chemical methods (disinfectants) and radiation (using UV rays, γ rays). Batch
Sterilization is carried out at 121°C (20 to 60 mins) where as continuous
sterilization is done at 140°C for (30 to 120 secs). Much energy is wasted on
batch sterilization on compared with continuous sterilization nearly 80 to 90%
of energy saved during this process. Air and heat sensitive components are
sterilizied by membrane filters.
Fermentation Process
It
involves the propagation of the microorganism and the production of the desired
product. Fermentation process is divided depending on the feeding strategy of
the culture and medium as follows.
i. Batch
Fermentation
ii. Continuous
Fermentation
iii. Fed
batch Fermentation
i. Batch Fermentation
The
medium and culture are initially fed into the vessel and it is then closed.
After that, no components are added apart from Oxygen. The pH is adjusted
during the course of process by adding either acid or alkali. The fermentation
is allowed to run for a predetermined period of time and the product is
harvested at the end. Foaming is controlled by adding antifoam agents such as
palm oil or soybeans oil. Heat generated is regulated by providing water
circulation system around the vessel for heat exchange.
ii. Continuous fermentation
This is
an open system. It involves the removal of culture medium continuously and
replacement of them with a fresh sterile medium in a bioreactor. reactors which
include chemo stat and turbid stat bioreactors are used. Examples: production
of antibiotics, organic solvents, beer, ethanol and SCP
iii. Fed batch system
It is a combination of both batch and continuous systems. In this, additional nutrients are added to the fermentors as the fermentation is in progress. This extends the time of operation, but the products are harvested at the end of the production cycle as in batch fermenter.
HOTS Why does industry prefer continuous culture?
Followed
by the fermentation, production, products are harvested or separated by
downstream processing.
Downstream Processing
The various processes used for the actual recovery of useful
products from fermentation or any other industrial processes are called downstream
processing. The cost of downstream processing (DSP) is often more than 50% of
the manufacturing cost, and there is product loss at each step of DSP.
Therefore, the DSP should be efficient, involve as few steps as possible and be
cost-effective. Methods involved in the downstream processing are outlined in
the flowchart (6.2). Table 6.4 shows Difference between upstream and downstream
processing.
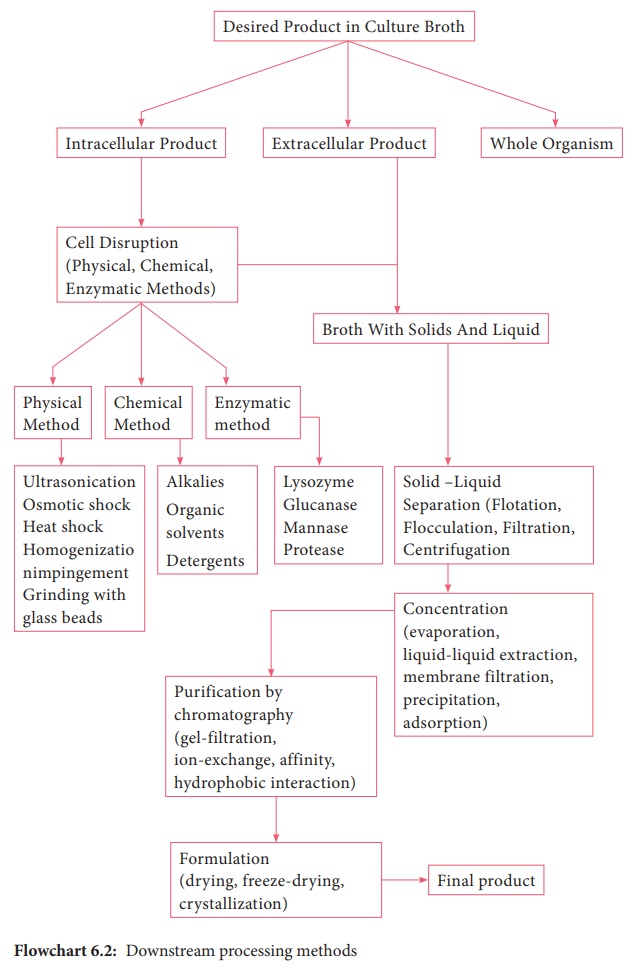
Table 6.4: Difference between upstream (usp) and downstream (dsp)
processing
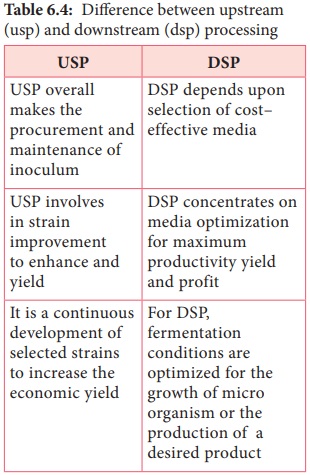
USP
• USP overall makes the procurement and maintenance of inoculum
• USP involves in strain improvement to enhance and yield
• It is a continuous development of selected strains to increase
the economic yield
DSP
• DSP depends upon selection of cost–effective media
• DSP concentrates on media optimization for maximum productivity
yield and profit
• For DSP, fermentation conditions are optimized for the growth of micro organism or the production of a desired product
Related Topics