Chapter: Automation, Production Systems, and Computer Integrated Manufacturing : Numerical Control
Direct Numerical Control
DNC
Historical
Note 6.2 describes several ways in which digital computers have been used to
implement NC In this section, we discuss two of these implementations that are
distinguished from CNC: (1) direct NC and (2) distrihuted.\lC
DNC:
Direct Numerical Control
Distributed Numerical Control
Direct Numerical
Control
The first
attempt 10 use a digitulcuutputer to drive the NC machine tool was DNC This was
in the late 19605 before the advent of CNC. A; initially implemented. DNC
involved the control or a number of machine tools hy a single (mainframe)
computer through direct connection and in real time. Instead of using a punched
tape reader to enter the part program into the Mev, the program was transmitted to the MCU directly from the computer, one
block of instructions at a time. This mode of operation was referred 10 by the
name behind the tape reader (BTR).
The ONe computer provided instruction blocks to the machine tool on demand;
when a machine needed control commands, they were communicated to it
immediately. As each block was executed by the machine, the next block was
transmitted. As far as the machine tool was concerned, the operation was no
different from that of a conventional NC controller. In theory, DNC relieved
the NC system of its least reliable components: the punched tape and tape
reader.
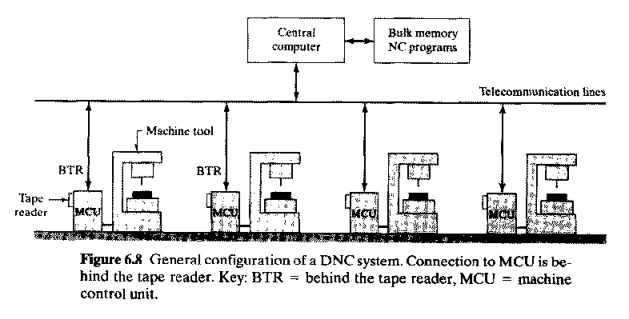
The
general configuration of a ONe system
is depicted in Figure 6.8. The system consisted of four components: (1) central
computer, (2) bulk memory at the central computer site, (3) set of controlled
machines, and (4) telecommunications lines to connect the machines to the
central computer. In operation, the computer caned the required part program
from bulk memory and sent it (one block at a time) to the designated machine
tool. This procedure was replicated for all machine toots under direct control
of the computer.
One
commercially available ONC system during the 1970s claimed to be capable of
controlling up to 256 machines.
In
addition to transmitting data to the machines, the central computer also
received data back from the machines to indicate operating performance in the
shop (e.g., number of mac!Jil1illg ,,;ydcscompleted.uiaclune utilization, and
breakdowns). ThU5, a central ob
jective
of ONe was to achieve twoway communication between the machines and the central
computer.
Advantages
claimed for DNC in the early 19708 included: (1) high reliability of a central
computer compared with individual hardwired MCUs; (2) elimination of the tape and
tape reader, which were unreliable and errorprone; (3) control of multiple
machines by one cornputer;(4) improved computational capability for circular
interpolation; (5) part programs stored magnetically in bulk memory in a
central location; and (6) computer located in an environmentally agreeable
location. However, these advantages were not enough to persuade a conservative
manufacturing community to pay the high investment cost for a ONC system, and
some of the claimed advantages proved to be overly optimistic.
For
example, elimination of tape readers was unrealistic because of the need for an
alternative way to load part programs in case the central computer went down.
The installations of DNC were
limited lathe aerospace industry. which had been involved in N(' technology
since the beginning and possessed a larger
number of NC machines. The.s~ machines were often dispersed throughout
large factories, and DNC
represented an efficient way to distribute part programs to the machines
Distributed
Numerical Control
As the
number of CNC machine installations grew during the 1970s and 19805, DNe emerged once again, but in the i,orm o.f a distributed computer system,
or distributed mencal control (ONe). The configuration of the new DNC is very
SImilar to that shown In Figure 6.8
except that the central computer is connected to MCUs, which are themselves
computers. This permits complete part programs to be sent to the machine tools.
rather than one block at a time. It also permits easier and less costly
installation of the overall system, because the individual CNC machines can be
put into service and the distributed I\'C can be added later. Redundant
computers improve system reliability compared with the original ONe. The new
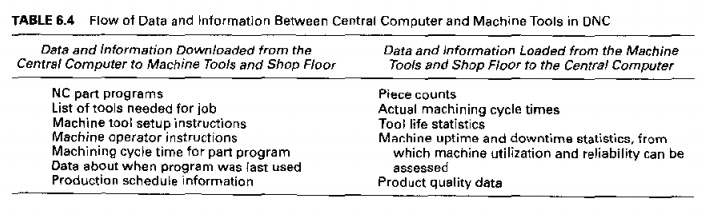
ONe permits twoway communication of data between the shop
floor and
the central computer. which was one of the important features included in the
old ONe. However. improvements in data collection devices as well as advances
in computer
and
communications technologies have expanded the range and flexibility of the
information that can be gathered and disseminated. Some of the data and
information sets included in the twoway communication flow are itemized in
Table
6.4. This
flow of information in DNC is similar to the information flow in shop floor
control, discussed in Chapter 26.
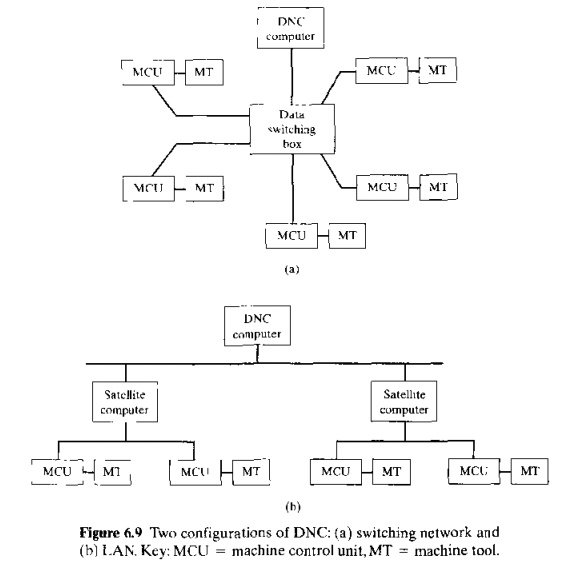
Distributed
NC systems can take on a variety of physical configurations, depending on the
number of machine tools included, job complexity, security requirements, and
equipment availability and preferences. There are several ways to configure a
ONC system. We illustrate two types in Figure 6.9: (a) switching network and
(bl LAN. Each type has several possibte variations.
Thc5wiIChing network is the
simplest DNCsyslem to configure. It uses a data switching box to make a
connection from the central computer to a given CNC machine for downloading
part programs or uploading data. Transrrnssion of programs to the MCU is
accomplished through a RS232C connection, (Virtually all commercial MCUs include
the RS232C or compatible device as standard equipment today.) Use ora switching
box limits the number of machines that can be included in the ONC system. The
limit depends on
factors
such as part program complexity, frequency of service required to each
machine.and capabilities of the central computer. The number of machines in the
ONe system can be increased by
employing a serial link RS232C multiplexer.
Local
area networks have been used for ONe since
the early I980s. Various network structures are used m ONe systems, among which
is the centralized structure illustrated in Figure 6.9( b). In this
arrangement. the computer system is organized as a hierarchy, with the central
[host} computer coordinating several satellite computers that are each
responsible for a number of CNC machines. Alternative LAN structures are
possible.each with its relative advantages and disadvantagcaLocal area networks
in different sections and departments of a plant arc often interconnected in
plant wide and corporate-wide networks.
Related Topics