Chapter: Automation, Production Systems, and Computer Integrated Manufacturing : Numerical Control
Applications of Numerical Control(NC)
APPLICATIONS OF NC
The operating principle of NC has many applications. There are many industrial operations in which the position of a workhead must be controlled relative to a part or product being processed. The applications divide into two categories: (1) machine tool applications and (2) nonmachine tool applications. Machine tool applications are those usually associated with the metalworking industry. Nonmachine tool applications comprise a diverse group of operations in other industries. It should he noted that the applications are not always identified bv the name "numerical control"; this term is used principally in the rnach(ne tool industry
Machine
Tool Applications
The most
common applications of NC are in machine tool control. Machining was the first
application of NC and it is still one of the most important commercially. In
this section, we discuss NC machine tool applications with emphasis on metal
machining processes.
Machining
Operations and NC Machine Tools. Machining is a manufacturing process
in which the geometry of the work is produced by removing excess material
(Section 2.2.1), By controlling the relative motion between a cutting tool and
the workpiece, the desired geometry is created. Machining is considered one of
the most versatile processes because it can be used to create a wide variety of
shapes and surface finishes.It can be performed ut relatively high production
rates to yield highly accurate parts at relatively low cost.
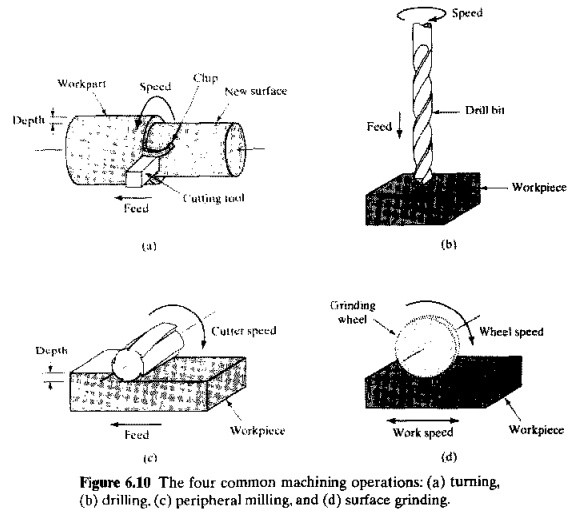
There are four
common types of machining operations: (a)
turning, (b) drilling,
(c) mil1ing,and
(d) grinding. The four operations arc shown in Figure 6.10. Each of the
machining operations is carried out at a certain combination of speed, feed,
and depth of cut, collectively called the cutting
canduions for the operation. The terminology varies somewhat for grinding,
These cutting conditions are illustrated in Figure 6.10 for (a) turning,
(b)
drilling. and (c) milling. Consider milling. The cutting speed is the velocity of the tool (milling cutter) relative
to the work, measured in meters per minute (feet per minute). This is usually
programmed into the machine as a spindle rotation speed (revolutions per
minute). Cutting speed can be converted into spindle rotation speed by means of
the following equation:
where fr = feed rate (mm/min , in/ min)N = rotational speed {rev/min),n, = number of teeth on the milling
cutter. and f = feed
(mmj'tooth. in/tooth]. For a turning operation, feed is defined as the lateral
movement.of the cutting tool per revolution of the workpiece, so the unns are
millimeters per revolution (inches per revolution). Depth of cut is the distance the tool penetrates below the original
surface of the work (mm, in). These are the paramet~rs that must be controlled
during the operation of an NC machine through motion or position commands in
the part program
Each of
the four machining processes is traditionally carried out on a machine tool
designed to perform that process. Turning is performed on a lathe, drilling is
done on a drill
press,
milling on a milling machine, and so on. The common NC machine tools are listed in the
tollcw.ng along with their typical features:
NC lathe, either
horizontal or vertical axis. Turning requires twoaxis, continuous path control,
either to produce a straight cylindrical geometry [called straight turning) or
to create a profile (contour turning).
NC boring
mill, horizontal and vertical spindle. Boring is similar to turning. except
that an internal cylinder is created
instead of an external cylinder. The operation requires continuous path,
twoaxis control.
NC drill
press. These machines use pointtopoint control oftbe workhead (spindle containing
the drill bit) and two axis (xy) control of the worktable. Some
NC drill presses have turrets containing six or eight drill bits. The turret
position is programmed under NC control. thus allowing different drill bits to
be applied to the same workpert during the machine cycle without requiring the
machine operator to manually change the tool.
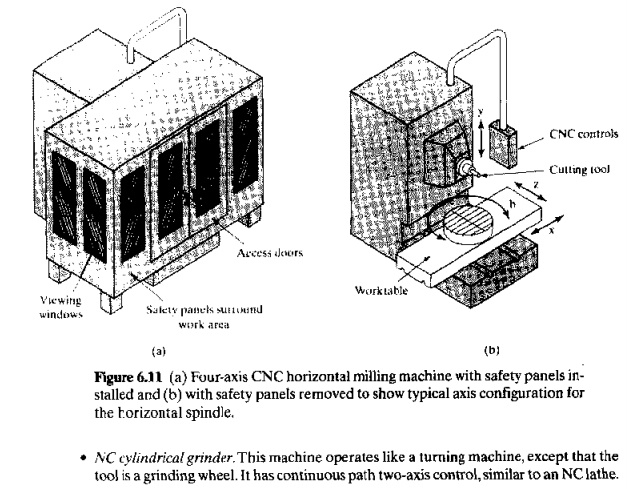
NC milling machine. Milling
machines require continuous path control to perform straight cut or contouring operations. Figure 6.11 illustrates the
features of a fouraxis milling machine.
Numerical
control has had a profound influence on the design and operation of machine
tool>. One of the effects has been that the proportion of time spent by the
machine cutting metal is significantly greater than with manually operated machines.
This causes certain components such as the spindle, drive gears, and feed
screws to wear more rapidly. These components must be designed to last longer
on NC machines. Second, the addition of the electronic control unit has
increased the cost of the machine, therefore requiring higher equipment
utilization. Instead of running the machine during only one shift, which is
usually the convention with manually operated machines, NC machines are often
operated during two or even three shifts to obtain the required economic
payback. Third, the increasing cost of labor has altered the relative roles of
the human operator and the machine tool. Consider the role of the operator.
Instead of being the highly skilled worker who controlled every aspect of part
production, the tasks of the NC machine operator have been reduced to part loading and unloading, toolchanging, chip
clearing, and the like Owing to these reduced responsibilities, one operator
can often run two or three automatic rnachines,
The
functions of the machine tool have also changed. NC machines are designed to be
highly automatic and capable of combining several operations in one setup that
formerly required several different machines. They are also designed to reduce
the time can" sumed by the noncutting elements in the operation cycle,
such as changing tools and loading and unloading the workpart. These changes
are best exemplified by a new type of machine
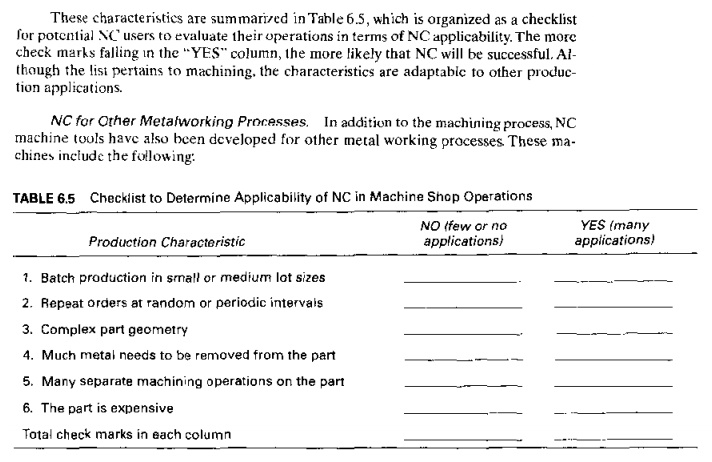
Batch production, NC is
most appropriate for parts produced in small or medium 101 sizes
(batch sizes ranging from as low as one unit up to several hundred units).
Dedrented automation would be uneconomical for these quantities because of the
high fixed cost. Manual production would require many separate machine setups
and would result in higher labor cost longer lead time. and higher scrap rate.
2, Repeat enters. Batches
of the same parts are produced at random or periodic inter" vah. Once I],e NC part program hus been
prcpareo, parts can he economically produced in subsequent batches using the
same part program,
.1. Complex parr geometry. The part
geometry includes complex curved surfaces such as those found on airfoils and turbine blades. Mathematically defined
surfaces such as circles and helixes can also be accomplished with NC. someor
these geometries would he difficult if not irnpossrhl c to achieve accurately
using conventional machine tools.
Much
fIINa! needs to he removed [eomthe workpan, This condition is often
associated with a complex part geometry, The volume and weight of the final
machined part is a relatively small fraction of the starting block. Such parts are common il1 the
aircraft industry to fabricate large structural sections with low weights.
Many seperate machining operation on the port, This applies to parts consisting
of many machined features requiring
different cuttmg tools, such as drilled anoror tapped hole" slots. flats.
and so on, If these operations were machined by a series of manual operauons.
many setups would be needed. The number of setups can usually be reduced
significantly using NC.
The part is expensive. This
factor is often a consequence of one or more of preceding factor, l 4. and
.'1. It can also result from using a highcost starting work material When the
part is expensive. and mistakes in processing would be costly. the use ofNC
helps to reduce rework and scrap losses
Punch:
presses for sheet metal hole punching. The twoaxis NC operation is similar to that of a drill press except that holes
are produced by punching rather than by drilling.
Presses for sheet
metal bending. Instead of cutting sheet metal, these systems bend sheet metal according to programmed
commands.
Welding
machines. Both spot welding and continuous arc welding machines are available with
automatic controls based on NC.
Thermal
cutting machines, su<.:has oxyfuel cutting, laser cutting, and
plasma arc cutting. The stock is usually flat; thus, twoaxis control is
adequate. Some laser cutting machines can cut holes in preformed sheet metal stock,
requiring fourorfive axis control.
Tube
bending mllchines.Automatic tube bending machines are
programmed to control the location (along the length of the tube stock) and the
angle of the bend. Important applications include frames for bicycles and motorcycles.
Other NC Applications
The
operating principle of NC has a host of other applications besides machine tool
control. However, the applications are not always referred to by the term
"numerical control." Some of these machines with NCtype controls that
position a workhead relative to an object being processed are the following:
Electrical
wire wrap machines. These machines, pioneered by Gardner Denver
Corporation, have been used to wrap and string wires on the back pins of
electrical wiring boards to establish connections between components on the
front of the board. The program of coordinate positions that define the back
panel connections is determined from design data and fed to the wire wrap
machine. This type of equipment has been used by computer firms and other
companies in the electronics industry.
Component insertion machines. This
equipment is used to position and insert com. ponents on an xy plane,
usually a flflt hoard or panel. The program specifics the .rand y~axis
positions in the plane. where the c:ompone?ts are to be located. Component
rnsernon machines find extensive applications for inserting electronic
components into pnntcd circuit boards.
Ma~hincs ~re available for either.throughhole or sur~acemount applications as
well as similar Insertiontype mechanical assembly operations.
Drafting
machine.I.Automated drafting machines serve as one of the output
devices for a CAD/CAM [computer.aided
design/computeraided manufacturing) system. The design of a product and its
components are developed on the CAD/CAM system. Design iterations arc developed
on the graphics monitor rather than on a me chanica! drafting board. When the
design is sufficiently finalized for presentation, the output is plotted on the
drafting machine, basically a high speed xy
plotter.
Coordinate measuring
machine. A
coordinate measuring machine
(CMM) is an in
spection
machine used for measuring or checking di~ensions of a part. The C~ has a probe
that can be manipulated In three axes and Identifies when contact IS made
against a pan surface. The location of the probe tip is determined by the CMM
control unit. thereby indicating some dimension on the part. Many coordinate
measuring machines are programmed to perform automated inspections under NC. We
discuss coordinate measuring machincs in Section 23.4.
Tap"
laying machines for polymer compo5ite5. The workhead of this machine is a
dispenser of uncured polymer matrix composite tape. The machine is programmed
to lay the tape onto the surface of a contoured mold, following a backandforth
and crisscross pattern to huild up a required thickness. The result is a
multilayered panel of the same shape as the mold.
Filament
winding machines for polymer composites, This is similar to the preceding except that a filament is dipped in
uncured polymer and wrapped around a rotating pattern of roughly cylindrical
shape
Additional applications ofNC include cloth
cutting, knitting, and riveting.
Advantages
and Disadvantages of NC
When the
production application satisfies the characteristics in Tahle 6.5, NC yields
many benefits and advantages over manual production methods. These benefits and
advantages translate into economic savings for the user company. However, NC is
a moresophisticated technology than convenuuna! production methods are.ano
there are drawbacks and costs that must be considered to apply the technology
effectively. In this section, we examine the advantages and disadvantages of
NC.
Advantages
of NCo The
advantages generally attributed to NC, with emphasis on machine
tool applications, are the following:
Nonproductive
time is reduced. NC cannot optimize the metal cutting process
itself, hut it does increase the
proportion of time the machine is cutting metal. Reduction in noncutting time
is achieved through fewer setups, less setup time, reduced workpiece handling
time, and automatic tool changes on some NC machines. This advantage translates
into labor cost savings and lower elapsed times to produce parts.
Greater accuracy and repeatability. Compared
with manual production methods, NC reduces
or eljminate~ variations that arc due to operator sk.ill differences, fatigue,
and other factors attributed to inherent human variabilities. Parts are made
closer to nominal dimensions, and there is less dimensional variation among
parts in the batch.
Lower
scrap rates. Because greater accuracy and repeatability are
achieved, and because human errors are reduced during production, more parts
are produced within tolerance. As a consequence, a lower scrap allowance can be
planned into the production schedule. so fewer parts arc made in each batch
with the result that production time IS saved.
Impedion
requlremems arC reduced. Less inspection is needed when NC is used because
parts produced from the same NC part program are virtually identical. Once the
program has been verified, there is no need for the high level of sampling
inspection that IS required when parts are produced by conventional manual
methods.
Except
for tool wear and equipment malfunctions, NC produces exact replicates of the
part each cycle
Morecomplex
part geometries are possible. t\C technology has extended the
range of possible part geometries
beyond what is practical with manual machining methods. This is an advantage in
product design in several ways: (1) More functional features can he devigned
into a single part. thus reducing the total number of parts in the product and
the associated cost of assembly: (2) mathematically defined surfaces can be
fabricated with high precision; and (3) the space is expanded within which the
designer's Imagination com wander to create new part and product geometries.
Engmeenng
,hangf's ':an be
accommodated more 8racefully. Instead of making alterations in
a complex fixture so that the part can be machined to the engineering change.
revisions are made in the NC part program to accomplish the change
Simpler fixtures are NC'
requires simpler fixtures because accurate position" thc toolis accurnplished by the NC machine tool. Tool positioning
does not
Shimer
manufacturing lead times. Jobs can be set up more quickly and fewer setups arc required per part when NC is used.
This results in shorter elapsed time between order release and completion.
Reduced
paris inventory. Because fewer setups are required and job changeovers
are easier and faster. NC permits
production of parts in smaller lot sizes. The economic lot size ISlower in NC
than in conventional batch production. Average parts inventory is therefore
reduced.
Less
fioor.\pm:;erequaed, This results from the fact that fewer NC machines
are requircd to perform the same amount of work compared to the number of
conventiona! machine tools needed. Reduced parts inventory also contributes to
lower floor space requirements.
Operator
skilllevel requirements (Ire reduced. The skill requirements for
operating an NC machine arc generally
less than those required to operate a conventional rna. ~hine tool. Tcndin.g an
NC machi~le tool usually consists only of loading and unloadmg parts and
periodically changing tools. The machining cycle is carried out under program
control. Performing a.comparable machining cycle on ~ conventional machine
requires much more participation by the operator, and a higher level of train.
ing and skill are needed.
Disadvantages
of NC. On the
opposing side, there are certain commitments 10 NC technology that must be made
by the machine shop that installs NC equipment; and these commitments, most of
which involve additional cost to the company, might be seen as disadvantages.
The disadvantages of NC include the following
Higher
utilization of Ne equipment. To maximize the economic benefits
of an NC machine tool. it usually
must he operated multiple shifts. This might mean adding one OJ ]WO exira
shifts to the plaJll'~ normal operations, with the requirement for supervision
and other staff support.
Related Topics