Chapter: Automation, Production Systems, and Computer Integrated Manufacturing : Numerical Control
Fundamentals of NC Technology
FUNDAMENTALS OF NC TECHNOLOGY
Fundamentals of NC Technology:
a. Basic Components of an NC System
b. NC Coordinate Systems
c. Motion Control Systems
To
introduce NC technology, we First define the basic components of an NC system.
This is followed by a description of NC coordinate systems in common use and
types of motion controls used in NC.
Basic Components of an NC System
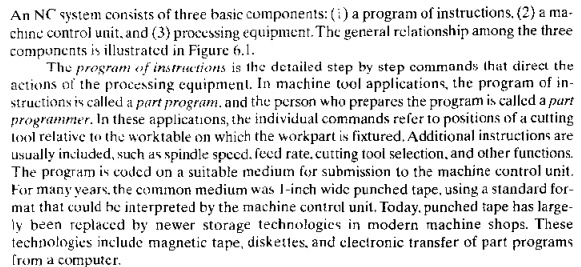
In modern NC technology, the machine controt unit (MeU) consists or a microcomputer and related control hardware that stores the program of instructions and executes it by converting each command into mechanical actions of the processing equipment, one command '1\ a time. The related hardware of the Mel) includes components to interface with the processing equipment and reedbuck control elements. I he MeU also includes one or more reading devices lor entering part programs into memory. The type of readers depends on the stoagc media used for part programs in the machine shop te.g., punched tape reader. magnetic tape reader, floppy disk drive). The MCU also includes control system software.calculation algorithms. and translation software to convert the NC part program into a usable format for the MCl), Because the Mel) is a computer, the term computer numerical control (CNC) is used to distinguish this type of NC from its technological predecessors that wen: based entirely on hardWired electronics. Today, virtually all new MCl)s are based on computer technology; hence. when we refer to NC in this chapter and elsewhere, we mean CNC
The third
basic component of an NC system is the processing
equipment that performs uscruf work, It accornplrshcs the processing sloops
tu transform the stasttng workpiece into a completed parr.It, operation is
directed by the MCl!, which in turn is driven by instruction, contained in the
pun program. In the most common example of NC, machining, the processing
equipment con,is!~ ofthe worktable and spindle as well as the motors and
controls to drive them
NC Coordinate
Systems
To
program the NC processing equipment a standard axis system must be defined by
which the position of the workhead relative to the workpart can be specified.
There are two axis systems used in NC, one for flat and prismatic workparts and
the other for rotational parts. Both axis systems are based on the Cartesian
coordinate system.
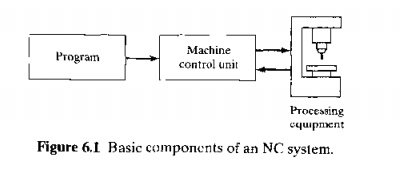
The axis
system for flat and prismatic parts consists of the three linear axes (x, y, z) in the
Cartesian coordinate system, plus three rotational axes (Q, b, c), as shown in Figure 6.2(a). In most
machine tool applications, the xand yaxes are used to move and position the
worktable to which the part is attached, and the z-axis is used to control the
vertical position of the cutting tool. Such a positioning scheme is adequate
for simple NC applications such as drilling and punching of flat sheet metal.
Programming of these machine tools consists of little more than specifying a
sequence of xy coordinates.
The a, b, and crotational axes specify angular
positions about the X, j, and zaxes, respectively, To
distinguish positive from negative angies, the righthand rule is used. Using the right hand with the thumb
pointing in the positive linear axis direction (+x, +y, or +z), the
fingers of the hand are curled in the positive rotational direction. The
rotational axes can be used for one or both of the following: (1) orientation
of the workpart to present different surfaces for machining or (2) orientation
of the tool or workhead at some angle relative to the part. These additional
axes pennit machining of complex work.pan geometries.
Machine
tools with rotational axis capability generally have either four or five axes:
three linear axes plus one or two rotational axes. Most NC machine tool systems
do not require all six axes.
The
coordinate axes for a rotational NC system are illustrated in Figure 6.2(b).
These systems are associated with NC lathes and turning centersAlthough the
work rotates, this is not one of the controlled axes on most of these tuming
machines. Consequently, the )'_ axis is not used. The path of the cutting tool
relative to the rotating workpiece is defined
in the
.rz plane, where the xaxis is the radial location of the tool, and the zaxis is
parallei to the axis of rotation of the part.
The part
programmer must decide where the origin of the coordinate axis system should be
located. This decision is usually based on programming convenience. For
example, the origin might be located at one of the comers of the part. If the
workpart is sym
metrical,
the zero point might be most conveniently defined at the center of symmetry.
wherever the location. this zero point is communicated to the machine tool
operator. At the beginning of the job, the operator must move the cutting tool
under manual control to some target point
on the worktable, where the tool can be easily and accurately positioned. The
target point has been previously referenced to the origin of the coordinate
axis system by the part programmer. When the tool has been accurately
positioned at the target point, the operator indicates to the MCV where the
origin is located for subsequent tool movements,
Motion
Control Systems
Some NC
processes are performed at discrete locations on the workpart (e.g., drilling
and spot welding). Others are carried out while the workhead is moving (e.g.,
turning and continuous arc welding). If the workhead is moving, it may be
required to follow a straight line path or a circular or other curvilinear
path. These different types of movement are accomplished by the motion control
system, whose features are explained below.
PointtoPoint
Versus Continuous Path Control. Motion control systems for NC (and
robotics, Chapter 7) can be divided into two types: (1) pointtopoint and (2)
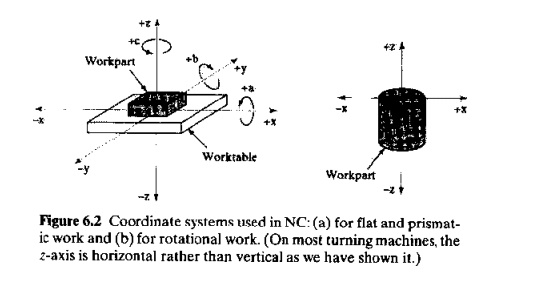
continuous path. Pointto·poimsystems,
abo called positioning systems, move
the worktable tu a programmed location without regard for the path taken to get
to that location. Once the move has been completed, some processing action is
accomplished by the workhead at the location. such as drilling or punching a
hole. Thus, the program consists of a series of point locations at which
operations are performed, as depicted in Figure 6.3.
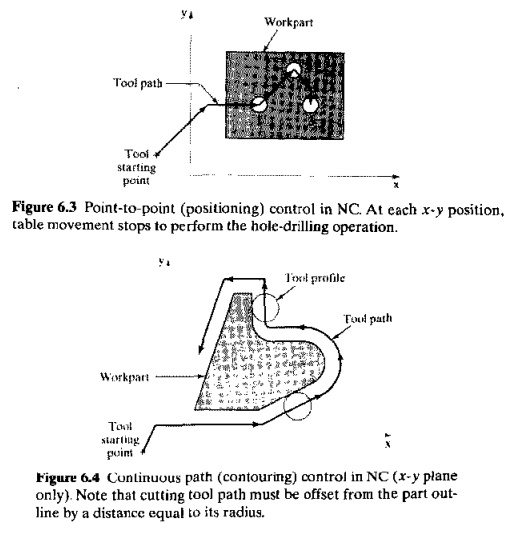
Continuous path systems generally
refer to systems that are capable of continuous simultaneous control of two or more axes. This provides control of
the tool trajectory relative to the workpart. In this case, the tool performs
the process while the worktable is moving, thus enabling the system to generate
angular surfaces, twodimensional curves, or threedimensional contours in the
workpart. This control mode is required in many milling and turning operations.
A simple twodimensional profile milling operation is shown in Figure 6.4 to
illustrate continuous path control. When continuous path control is utilized to
move the tool parallel to only one of the major axes of the machine tool
worktable, this is called straightcut NC.
When continuous path control is used for simultaneous control of two or more
axes in machining operations, the term contouring
is used.
Interpolation
Methods. One of the important aspects of contouring IS inrerpollJlion. The paths
that a contouringtype NC system is required to generate often consist of circular arcs and other smooth
nonlinear shapes. Some of these shapes can be defined mathematically by relatively simple geometric
formulas (e.g., the equation for a circle is Xl + i = R2•where R = the radius of the circle and the
center of the circle is at the origin), whereas others cannot be mathematically
defined except by
approximation. In any case, a fundamental problem in generating these shapes
using NC equipment is that they are continuous, whereas NC is digital. To cut
along a circular path, the circle must be divided into a series of straight
line segments that approximate the curve. The tool is commanded to machine each
line segment in succession so that the machined surface closely matches the
desired shape. The maximum error between the nominal (desired) surface and the
actual (machined) surface can be controlled by the lengths of the individual
line segments, as explained in Figure 6.5.
If the
programmer were required to specify the endpoints for each of the line
segments, the programming task would be extremely arduous and fraught with
errors.Atso, the part program would be extremely long because of the large
number of points. To ease the burden, interpolation routines have been
developed that calculate the intermediate points to be followed by the cutter
to generate a particular mathematically defined or approximated path.
A number
of interpolation methods are available to deal with the various problems
encountered in generating a smooth continuous path in contouring. They include:
(1) linear interpolation, (2) circular interpolation, (3) helical
interpolation, (4) parabolic interpolation, and (5) cubic interpolation. Each
of these procedures, briefly described in Table 6.1, permits the programmer to
generate machine instructions for linear or curvilinear paths using relatively
few input parameters. The interpolation module in the MCU performs the
calculations and directs the tool along the path. In CNC systems, the
interpolator is generally accomplished by software. Linear and circular
interpolators are almost always included in modem CNe systems, whereas helical
interpolation is a common option. Parabolic and cubic interpolations are less
common; they are only needed by machine shops that must produce complex surface
contours.
Absolute
Versus Incremental Positioning. Another aspect of motion control
is
concerned
with whether positions are defined relative to the origin of the coordinate
system
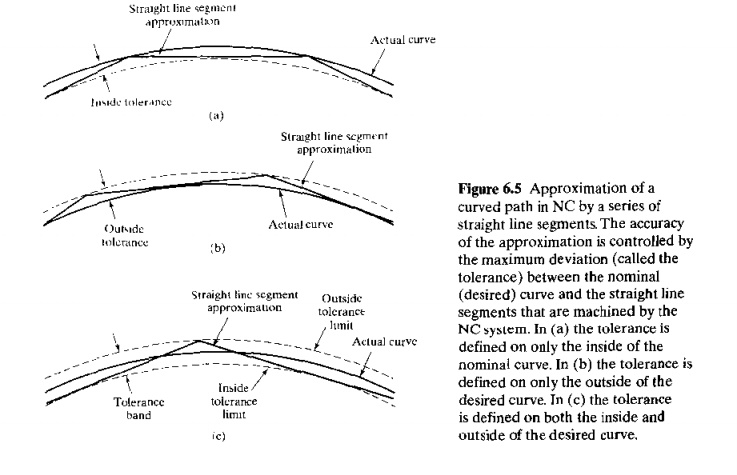
Figure 6.5 Approximation of a curved path in NC by a series of straight line segments. The accuracy of the approximation is controlled by the maximum deviation (called the tolerance) between the nominal (desired) curve and the straight line segments that are machined by the NC system. In (a) the tolerance is defined on only the inside of the nominal curve. In (b) the tolerance is defined on only the outside of the desired curve. In (c) the tolerance is defined on both the inside and outside of the desired curve.
Linear
interpolation. This is the
most basic and is used when a straight line path is to be generated in continuous path NC. Twoaxis and
threeaxis linear interpolation routines are sometimes distinguished in
practice, but conceptually they are th ••""me. The programmar
specifies thc beginning point and end point of the straight line and the feed
rate to be used along the straight line. The interpolator computes the feed
rates for each of the two (or three) axes to achieve the specified feed rate.
Circular
interpolation. This method
permits programming of a circular arc by specifying the following parameters: (1) the coorotnetes of the
starting point, (21 the coordinates of the endpoint, (31 either the center or
radius of the arc, and (4) the direction of the cutter along the arc.
The genarated tool path consists of a series of small straight nne segments
(see Figure 6.5) calculated by the interpolation module. The cutter is directed
to move along each line segment onebyone to generate the smooth circular path.
A limitation of circular interpolation is that the plane in which the circular
arc exists must be a plane defined by two axes
of the NC svstern :« y, x Z, or y Z)'
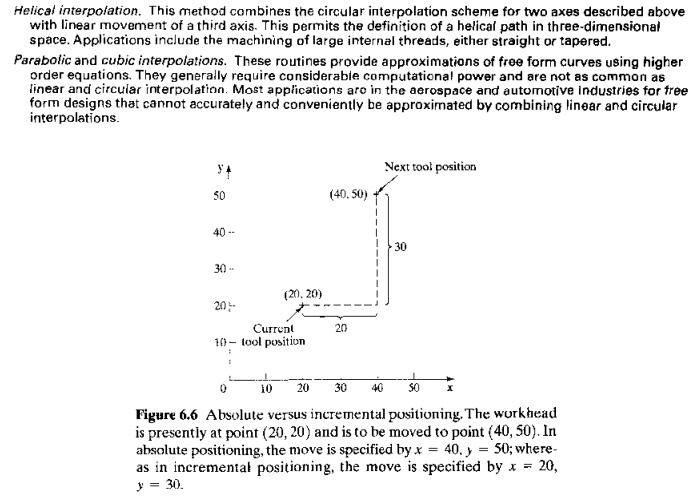
or relative to the previous location of the tool. The two cases are called absolute position ing and incremental positioning. In absolute positioning, the workhead locations are always defined with respect to the origin of the axis system. In incremental positioning, the next workhead position is defined relative to the present location. The difference is illustrated in Figure 6.6.
COMPUTER
NUMERICAL CONTROL
Since the
introduction of NC in 1952, there have been dramatic advances in digital
computer technology. The physical size and cost of 11digital computer have been
significantly reduced at the same time that its computational capabilities have
been substantially increased. It was logical for the makers of NC equipment to
incorporate these advances in computer technology into their products, starting
first with large mainframe computers in the 1960s, followed hy minicomputers in
the 1970s,and microcomputers in the 1980s (Historical Note 6.2). Today, NC
means computer numerical control. Computer
numerical control (CNC) is defined as an NC system whose MeV is based
on a dedicated microcomputer rather
than on a hardwired controller.
Historical Note 6.2 Digital computers for NC
I'he development of NC has relied heavily on advances in digital computer technology. As computers evolved and their performance improved, producers of NC machines were quick to adopt the latest generation of com pUler technology, The first application of the digital computer for NC was 10 perform part programming. In 1956.MIT demonstrated the feasibility of a computeraided part programming system using its Whirlwind I computer (an early digital computer prototype developed at MIT).
Features of CNC
Computer
NC systems include additional features beyond what is feasible with
conventional hardwired NC. These features, many of which are standard on most
CNC MCVs whereas
others are optional, include rhc following'
Storage
of more than one part program. With improvements in computer
storage technology. newer CNC controllers have sufficient
capacity to store multiple programs. Controller manufacturers generally offer
one or more memory expansions as optionstothcMCU.
Variomform.l
of program input. Whereas conventional (hardwired) MCVs are limited
to punched tape as the input medium for entering part programs. CNC controllers
generally possess multiple data entry capabilities, such as punched tape (if
the machine shop still uses punched tape), magnetic tape. floppy diskette.
RS232 communications with external computers, and manual data input (operator
entry of program).
Program editi'll{ at the machine tool. CNC
permits a part program to be edited while
it resides in the MCV computer memory. Hence, the
process of testing and correcting a program can be done entirely at the machine
sire, rather than returning to the programming office to,correct t~e tape. In
addi:ion to part ~tograrn corrections.editing also permits optimizing cuumg
conditions m the machining cycle. After correcting and optimizing the program.
the revised version can be stored on punched tape or other media for future
usc.
Fixed
cycles and programming subroutines. The increased memory capacity and
the ability III I'lOgrmlllhe control cornpurer
provide the opportunity 10store frequently
used
machining cycles as mucros that can
be called by the part program. Instead of writing the full instructions for the
particular cycle into every program, a call statement is included in the part
program to indicate that the macro cycle should be executed. These cycles often
require that certain parameters be defined; for example. a bolt hole circle, in
which the diameter ot the bolt circle, the spacing of the bolt holes, and other
parameters must be specified.
Interpolation.
Some of
the interpolation schemes described in Table 6.1 are normally executed only on a CNC system because
of the computational requirements. Linear and circular interpolation arc
sometimes hardwired into the control unit, but helical, parabolic, and cubic
interpolations are usually executed in a stored program algorithm.
Positioning
features for setup. Setting up the machine tool for a givcn work part
involves installing and aligning a fixture on the machine tool table. This must
be accomplished so that the machine axes are estahlished with respect to the
workpart, The alignment task can be facilitated using certain features made
possible by software options in a CNC system. Position set is one of these features. With position set , the
operator is not required to locate the fixture on the machine table with
extreme accuracy. Instead, the machine tool axes are referenced to the location
of the fixture by using a target point or set of target points on the work or
fixture.
Cutter
length and size compensation. In older style controls, cutter
dimensions had 10 be set very
precisely to agree with the tool path defined in the part program. Alternative
methods for ensuring accurate tool path definition have been incorporated into
CNC controls. One method involves manually entering the actual 1001dimensions
into the MCU. These actual dimensions may differ from those originally
programmed Compensations arc then automatically made in the computed tool path.
Another method involves use of a toollcngth sensor built into the machine. In
this technique. the cutter is mounted in the spindle and the sensor measures
its length. This measured value is then used to correct the programmed tool
path.
Acceleration
and deceleration calculations, This feature is applicable when
the cutter moves at high feed rates.
It is designed to avoid tool marks on the work surface that would be generated
due to machine tool dynamics when the cutter path changes abruptly. Instead,
the feed rate is smoothly decelerated in anticipation of a tool path change and
then accelerated back up to the programmed feed rate after the direction
change.
Communications
interface. With the trend toward interfacing and networking in
plants today, most modem CNC
con/rollers are equipped with a standard RS232 or other communications
interface to allow the machine to be linked to other computers and
computerdriven devices. This is useful for various applications, such as: (1)
downloading part programs from a central data file as in distributed NC; (2)
collecting operational data such as workpiece counts, cycle times, and machine
utilization; and
interfacing with peripheral equipment.
such as robots that load and
unload parts.
Diagnostics. Many modern CNC systems possess
an online diagnostics capability that
monitors certain aspects of the machine tool to detect malfunctions or signs of
impending malfunctions or to diagnose system breakdowns. Some of the common
features of a CNC diagnostics system are listed in Table 6.2
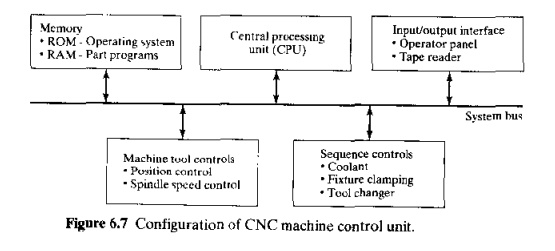
The Machine Control Unit for CNC
The MCU is the hardware that distinguishes CNC
from conventional NC. The general configuration of the MCV in a CNC system is
illustrated in Figure 6.7. The MCV
consists of the following components and subsystems: (I) central processing
unit, (2) momery,
(3) lIO interface. (4) controls for machine tool
axes and spindle speed. and (5) sequence controls for other machine tool
functions. These subsystems are interconnected by means of a system bus. as
indicated in the figure,
Centra!
Processing Unit. The central processing unit (CPU) i~the brain of the Mev. It
manages the other components in the Mel! based on software contained in
main
memory.Thc
CPU can be divided into three sections: (1) control section, (2)
arithmeticlogic unit, and (3) immediate access memory. The control section retrieves commands and data from memory and
generates signals 10 activate other components in the Meu. In short, it sequences.
coordinates. and regulates all of the activities of the Mrl J computer. The arithmeuciogtc unit (ALU) consists of
the circuitry to perform various calculations (addition, subtraction, multiplication), counting. and logical functions
required by software residing in memory. The immediate access memory provides a temporary storage for data being
processed by the CPu. It is connected to main memory by means of the system
data bus.
Memory.
The
immediate (lCCCSS memory in the CPU is not intended
for storing CNC software, A much greater storage capacity is required for the
various programs and data needed to operate the CNC system. As with most other
computer systems, CNC memory can be divided into two categories: (I) main
memory and (2) secondary memory. Main
memory
(also
known as primary storaf;e) consists of RO\1 (readonly memory) and RAM (random
access memory) devices. Operating system software and machine interface
programs (Section 6.2.3) are generally stored in ROM. These programs are
usually installed by the manufacturer of the MCU. Numerical control part
programs are stored in RAM devices. Current programs in RAM can he erased and
replaced by new programs as jobs are changed.
Highcapacity
secondary memory (also called auxiliary storage or secondary storage) devices are used to
store large programs and data files, which are transferred to main memory as
needed. Common among the secondary memory devices are floppy diskettes and hard
disks. Floppy diskettes are portable and have replaced much of the punched
paper tape traditionally used 10 store part programs. Hard disks are
highcapacity storage devices that are permanently installed in the CNC machine
control unit. CNC secondary memory is used to store part programs, macros, and
other software.
Input/Output
Interface. The IIO interface provides communication
between the various components of the CNC system, other computer systems. and the
machine operator. As its name suggests, the 110 interface transmits and receives
data and signals to and [rom external devices, several of which are indicated
in Figure 6.7. The opera/or control panel is the
basic interface by which the machine operator communicates to the CNC system.
This is used to enter commands relating to part program editing, MeU operating mode (e.g .. program
control vs. manual control),speeds and feeds, cutrtng fluid pump onloff, and
similar functions. Either an alphanumeric keypad or keyboard is usuallv
included in the operator control panel. The 110interface
also includes a display (CRT or LED) for corn~unication o.fdata and
information from the MCV to the machine operator. The
display IS used to indicate current status of the program as it is being
executed and to warn the operator of any malfunctions in the CNC system.
Also included in the 110 interrace are one or more means of entering the part program into storage. As indicated previously, NC part programs are stored in a variety of ways, including punched tape. magnetic tape, and floppy disks. Programs can also be entered manually by the machine operator or stored at a central computer site and transmitted via loea! area nl'T~'nrk (LAN) to the CNCsystem',Whichevcr mcans.isemployed by the plant, a suitable device must be included in the J/O interface 10 allow input of the program into MCU memory.
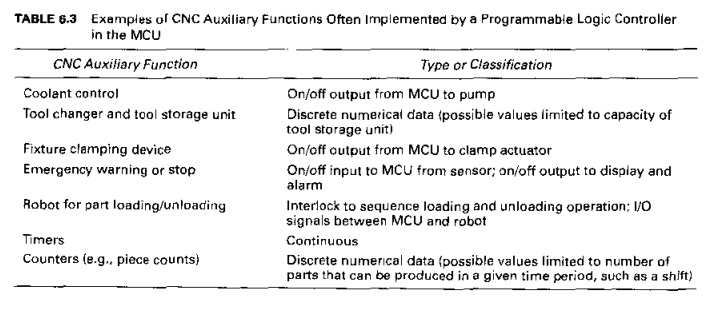
Sequence
Controls for Other Machine Tool Functions. In addition to control of table
position. feed rate. and spindle speed, several additional functions arc
accomplished under pan program control.These auxiliary functions arc generally
on/off (binary] actuations. interlocks. and discrete numerical data. A sampling
of these functions is presented in Table 0.3. To avoid overloading the CPU, a
prograrnrnable logic controller (Chapter H) is sometimes used to manage the 110 interface for these auxiliary
functions
Personal
Computers and the MCV. In growing numbers, personal computers (PCs) are
being used in the factory to implement process control (Section 4.4.6), and CNC
is no exception. Tho basic configurations are being applied [14J: (1) the PC is
used as a separate frontend interface for the MCU, and (2) the PC contains the
motion control board and other hardware required to operate the machine tool.
In the second case, the CNC control board fits into a standard slot of the P'C.
In either configuration, the advantage of using a PC for CNC is its flexibility
to execute a variety of user software in addition
to and
concurrently with controlling the machine tool operation. The user software
might include programs for shopflour control. statistical process control,
solid modeling,cutting tool management, and other computeraided manufacturing
software. Other benefits include improved case of use compared with
conventional CNC and ease of networking the PCs, Possible disadvantages include
(1) lost time to retrofit the PC for OK. particularly when installing the rNr motion controls inside the PC
and (2) current limitations in applications requinng complex fiveaxis control
of the machine toolfor these application>, traditional CNC is still more
efficient. II should he mentioned that advances in the technology of PCbased CNC
are likely to reduce these disadvantages over time. Companies are demanding
open architecture in CNC products, which permits components from different
vendors to be used in the same system [7J
CNC Software
The
computer in CNC operates by means of software. There are three types of
software programs used in CNC systems: (I) operating system software, (2)
machine interface software, and (3) application software.
The
principal function of the operating
system software is to interpret the NC part pro
grams and
generate the corresponding control signals to drive the machine tool axes. It
is installed by the controller rnanuracturer and is stored in ROM in the MCU.
The operating
system
software consists of the following: (1) an editor,
which permits the machine operator to input and edit NC part programs and
perform other file management functions: (2) a control program, which decodes the part program instructions,
performs interpolation and acceleration/deceleration
calculations, and accomplishes other
related functions to produce the coordinate control signals for each axis.and
(3) an executive program, which
manages the execution of the CNC software as well as the 1/0 operations of the Mev. The operating system software
also includes the diagnostics routines that are available in the CNC svstem
(Table 6.2).
The machine interface software is used to
operate the communication link between the CPU and the machine tool to
accomplish the CNC auxiliary functions (Table 6.3).As previously indicated, the
I/O signals associated with the auxiliary functions arc sometimes im
plemented
by means of a programmable logic controller interfaced to the MCU,and so the
machine interface software is often written in tbe form of ladder logic
diagrams (Section 8.2).
Finally,
the application software consists of
the NC part programs that are written for machining (or other) applications in
the user's plant. We postpone the topic of part programming to Section 6.5.
Related Topics