Chapter: Electric Energy Generation and Utilisation and Conservation : Industrial Heating and Welding
Welding Generator - A.C Supply
WELDING GENERATOR - A.C SUPPLY
In
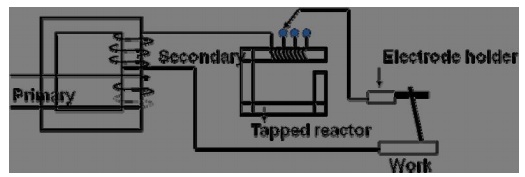
tapped reactor method, output
current is regulated by taps on the reactor. This has limited number of current settings.
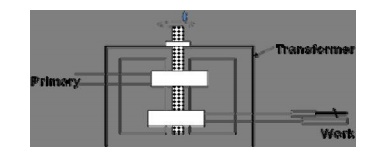
In the
moving coil method of
current control, relative distance between primary and secondary windings is changed. When coils are more separated out
current is less.
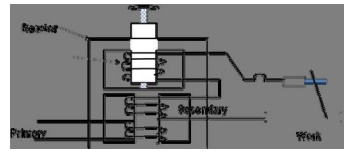
In
magnetic shunt method,
position of central magnetic shunt can be adjusted. This changes the magnitude of shunt flux and therefore, output current.
When central core is more inside, load current will be less and vice versa.
In continuously
variable reactor method, output current is controlled by varying the height
of the reactor. Greater the core insertion, greater the reactance and less the
output current. Reverse is true for less height of core insertion
In
saturable reactor method, the reactance of the reactor is adjusted by
changing the value of d.c excitation
obtained from bridge rectifiers by means of rheostat. When d.c current in the
central winding of reactor is more, reactor approaches magnetic saturation.
This means the reactance of reactor becomes less. Vice versa happens on the
A welding transformer is a step down
transformer that reduces the voltage from the source voltage to a lower voltage
that is suitable for welding, usually between 15 and 45 volts. The secondary
current is quite high. 200 to 600 amps would be typical, but it could be much
higher.The secondary may have several taps for adjusting the secondary voltage
to control the welding current. The taps are typically connected to a several
high-current plug receptacles or to a highcurrent switch. For welding with
direct current (DC) a rectifier is connected to the secondary of the
transformer.
There may also be a filter choke (inductor) to
smooth the DC current. The entire transformer and rectifier assembly may be
called a transformer or welder, but "welding power supply" would be
more appropriate term.
Related Topics