Chapter: Civil : Railway Airport Harbour Engineering : Railway Engineering : Rail Joints and Welding of Rails
Recent Developments in Welding Techniques
Recent Developments in Welding
Techniques
The welding methods described
above have been further improved in the recent past by employing new techniques
and equipment. These techniques and equipment are described below in detail.
Automatic welding recorder The
invention of a welding recorder, for controlling the quality of welding
in the flash butt welding method is a recent development. The recorder is able
to not only identify the defects in the flash butt welded joint, but also
indicate the reasons for the same. A very sophisticated recording system has
recently been developed by the German Railways with the help of Siemens. This
system gives visible and audible indications whenever any parameter controlling
the quality of the weld transgresses the predetermined limits. The recorder
helps considerably in exercising proper control on the quality of welding.
Thermit
welding without pre-heating A new method of thermit welding
rails that does not involve preheating is currently being tested on
German Railways. The necessary heat is produced by much larger quantities of a
specially manufactured alumino-thermit mixture. This method also involves the
use of special prefabricated moulds made from pure quartz sand. This method of
welding requires considerably less amount of time due to the prior
solidification of the material in the mould. A similar method is also being
tried on Indian Railways on an experimental basis.
Flame cutting and welding
technique A new flame cutting and welding technique is under
trial on Northern Railways. It is proposed that this technique be implemented
to get the desirable gap in a welded track or to repair welding where site
conditions so warrant. The time taken in flame cutting is only 2 min. as
against the 15-20 min. that it takes for cutting by hacksaw.
Welding with 50-mm gap A new
technique of welding joints by introducing 50-mm gaps has recently been
standardized on Indian Railways. In this technique, a gap of 50 mm is created
by cutting the defective joint. The gap is held in position with the help of a
tensor. This gap is fitted with a wider mould and heated for 20 min. The
welding mixture is taken in much larger quantities and ignited, and after the
reaction is complete, the same is poured into the mould. Demoulding is carried
out after about 5 min. and a joint with a perfect tolerance is created.
Thermit welded joint with 50%
decrease in height of collar At present, experiments
are being conducted on Northern Railways to produce thermit welds with a
reduction of 50% in the height of the collar. This will help in reducing the
joggle in the joggled fish plate. The bottom collar is also likely to be
designed as a plate rather than a curve. This will facilitate testing by
ultrasonic rail flaw detection (USFD) equipment.
Mobile
flash butt welding machines In order to produce good quality
welded joints, Indian Railways has recently procured a few K335-type
mobile flash welding machines manufactured by Messers Plasser and Theureri as
shown in Fig. 16.8.
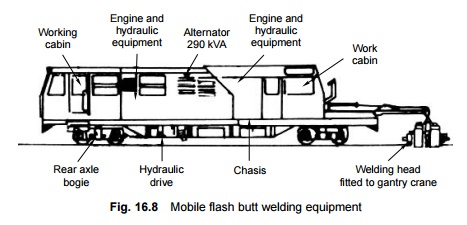
The new
machine is self-propelled with a separate electric generator and can weld about
60 joints per day under field conditions. The approximate cost of welding comes
to about Rs 500 per joint using this machine.
Related Topics