Chapter: Civil : Railway Airport Harbour Engineering : Railway Engineering : Rail Joints and Welding of Rails
Flash Butt Welding
Flash Butt Welding
In flash butt welding, heat is generated by the electric resistance method. The ends of the two rails to be welded are firmly clamped into the jaws of a welding machine. One of the jaws is stationary, while the other one is moveable and as such the gap between the two rail ends can be adjusted. It is not necessary to specially prepare the rail ends, though these can be preheated with an oxy-acetylene torch, if necessary. The rail ends are brought so close together that they almost touch each other. An electric current of 35 kA is passed between the interfaces of the two rails, developing a voltage of 5 V. The rails are subjected to a predetermined number of preheats (15 for 52-kg rails and 13 for 90 R rails) before they are welded. A lot of flashing (sparking) occurs and considerable heat is generated by the passage of electrical current between the rail ends. The rail ends are automatically moved to and fro by the machine till the temperature rises to a fusion limit in the range of 1000 o C to 1500 o C. At this juncture, the rail ends are pressed together with an upset pressure of about 37 t and final flashing takes place joining the two rail ends together. The process is so well regulated that any steel that might have been oxidized during the preheating phases gets completely eliminated. The total time taken for welding a joint is 150-200 sec and the loss in rail length is about 20 mm for each weld. In the case of 90 R rails, the total welding time is 161 sec, which includes a burn-off period of 20 sec, on-preheat time of 65 sec (13 � 5 sec), off-preheat time of 36 sec (12 � 3 sec), and final flashing time of 40 sec.
High-quality welded joints are produced by the flash butt welding method. The cost of a welded joint using this method is also quite low compared to other methods of welding. The method, however, can be adopted most economically and efficiently only in a workshop, for which capital investment is required.
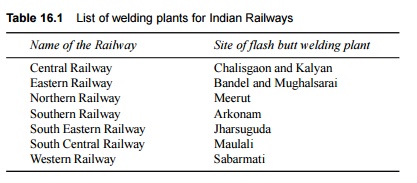
The flash butt welding method is the standard method of welding of rails on Indian Railways. Most railways have one or more flash butt welding plants where rails are welded together. The existing plants for Indian Railways are listed in Table 16.1.
Table 16.1 List of welding plants for Indian Railways
The stepwise procedure for the flash butt welding of rails is as follows.
Pre-straightening of rails The rails are straightened before they are welded in order to ensure that the welded rail has a good alignment.
End cleaning The ends of the rails are cleaned for a length of 150-225 mm using electric or pneumatic grinders.
Adjustment of rail ends The rail ends are then brought together in the flash butt welding machine and longitudinally and vertically aligned by suitably adjusting the machine.
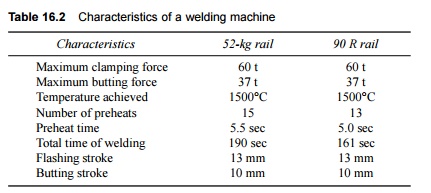
Welding The rail ends are then welded in the flash butt welding machine. Most machines on Indian Railways are those manufactured by A.I. Welders, Inverness, Scotland. The important characteristics of a typical machine manufactured by A.I. Welders are presented in Table 16.2.
Stripping As soon as the rails are welded, they are made to pass through a stripping machine, where all the extra metal, called upset metal, is chipped off.
Table 16.2 Characteristics of a welding machine
Hot chipping In case there is no stripping machine available, the extra material on the rail head is chipped off manually using pneumatic chisels while the metal is still hot.
Spray cooling After the hot metal is chipped off, the rails are cooled by spray cooling.
Profiling The rails are then correctly profiled.
Post straightening The rails are straightened in the post straightening machine, which removes both horizontal and vertical kinks, if any, so as to ensure perfect alignment in both directions.
Ultrasonic inspection The rails as well as the welds are examined to ensure that there are no flaws in them. This is particularly important for second-hand rails.
Examination and inspection The rail ends are finally examined and inspected with regard to specified tolerances so that the welded surface has a good finish.
1 Output and Cost
The average time taken for welding a joint is about 6 min. for 52-kg rails and 5.5 min. for 90 R rails, and about 70-90 joints can be welded per 8-h shift. The flash butt welding plant at Meerut (Northern Railways) welds about 160 joints per day by working in double shifts. The approximate cost comes to about Rs 350 per weld including overheads, depreciation charges, etc.
2 Welding Recorder
The quality of the welding can be checked using a 'welding recorder', which automatically records all the parameters that control the quality of a weld. The following parameters are recorded by this device.
(a) Primary amperage
(b) Voltage
(c) Butting pressure
(d) Loss of length
A graphical study of the records of these parameters helps in judging the quality of the welding, after which the desired action can be taken if any one of these parameters is found to be improperly regulated. A few of these welding recorders have recently been purchased by Indian Railways and are being used in flash butt welding plants.
3 Automatic Flash Butt Welding Machine
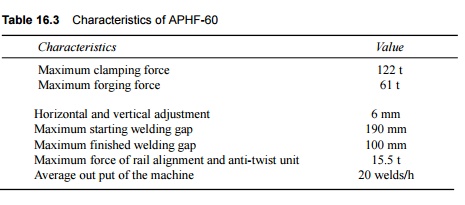
Indian Railways has procured a few of the latest superior quality Mark IV type of flash butt welding machines (APHF-60). The new design of this machine permits the welding of rails of sections up to 60 kg/m or above made up of medium manganese and of the wear resistant type. Most of the operations in this machine are automatic. These machines are capable of aligning and de-twisting the rail end to facilitate the formation of high-quality welded joints. The technical characteristics of this machine are given in Table 16.3.
Table 16.3 Characteristics of APHF-60
The new automatic flash butt welding machine has many supplementary machines like th grinding machine, pre- and post-straightening machines, the short blasting or brushing machine for end cleaning, generators, etc. The cost of the ensemble of supplementary machines is about Rs 90 million whereas the cost of the main welding machine is about Rs 40 million. The new welding machine is able to perform most of the operations automatically and the time taken for welding a 52-kg rail is approximately 70 sec. The average output of the machine is 20 welds per hour.
4 Manual for Flash Butt Welding of Rails
The code of practice for the flash butt welding of rails has been standardized by Indian Railways from time to time. The latest instructions in this regard are contained in the Manual for Flash Butt Welding of Rails 1994. The manual describes the type and suitability of the rails to be welded and the general procedure to be followed, and enlists the tolerances for the finished joints as well as the acceptance tests the joints must undergo to ensure quality control.
Tolerances for flash butt welded joints
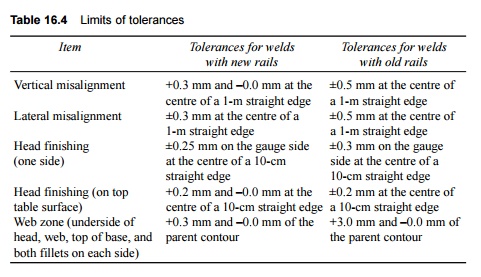
Each completed flash butt welded joint should be checked for its straightness, alignment, and finish using 1-m and 10-cm-long straight edges. The permissible tolerances are given in Table 16.4. These tolerances also apply to thermit welded joints barring the web zone, where the tolerance specified is +10 mm and -0.0 mm.
Table 16.4 Limits of tolerances
Testing of rail joints
A rail joint should be tested for its strength and hardness before it is considered acceptable for use in railways. The following tests are prescribed on Indian Railways.
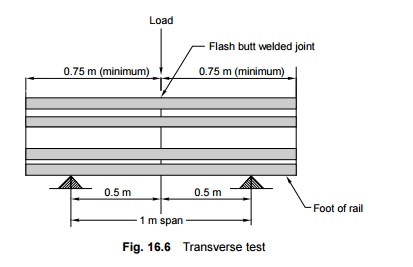
Transverse test One joint should be tested using the transverse test daily before work starts in all flash butt welding depots where there is no provision of welding recorders. In depots where recorders have been provided, one in every 1000 joints should be tested using the transverse test.
In the transverse test, a 1.5-m-long test piece with a weld in the centre is taken and placed on two cylindrical supports that have a diameter of 30 to 50 mm and are placed 1 m apart. When pressure is applied in the form of a load at the centre of the test piece, it should show the minimum recommended deflection without any sign of cracking (Fig. 16.6).
Metallurgical test A macro graphic examination of the flash butt weld is done after every 5000 welds. This test checks the presence of any porosity due to cracks, slag inclusion, or other welding defects.
Hardness test A hardness test may also be carried out for the welded head affected zone. The Brinell hardness number (BHN) should be between 210 and 250, presuming that the BHN of the parent rail is 230.
Ultrasonic flaw detection Every joint is USFD (ultrasonic flaw detection) tested using normal 45 o /37 o , 70 o , and 80 o probes to cover the head, web, and foot.
Fatigue test Testing is done for two stress ranges with a 20% reversal. +27.5 kg/mm2 to -5.5 kg/mm 2 (range 33 kg/mm2)
+25 kg/mm2 to -5 kg/mm 2 (range 30 kg/mm2)
Welding of second-hand rails
Second-hand rails can be welded conveniently in flash butt welding depots after being cropped for use on branch lines. European countries implement the welding of second-hand rails on a large scale in order to economize. The aspects that require particular attention in the welding of second-hand rails are as follows:
(a) Checking of the dimensions of old rails as per specifications
(b) Matching the old rails
(c) Sawing the rail ends
(d) Planing the rail head
(e) Permissible wear of the rails to be welded
(f) Marking the gauge side
(g) Ultrasonic inspection of the rails
Related Topics