Chapter: Civil : Railway Airport Harbour Engineering : Railway Engineering : Rails
Rail Manufacture
Rail Manufacture
The steel used for the manufacture of rails is made by the
open hearth or duplex process and should not have a wide variation in its
chemical composition. There are essentially four stages of rail manufacturing.
(a) Steel
manufacturing process using a basic oxygen/electric arc furnace, including
argon rinsing and degassing
(b) Continuous
casting of blooms
(c) Rail
rolling process including controlled cooling
(d) Rail
finishing including eddy current testing, ultrasonic testing, and finishing
work
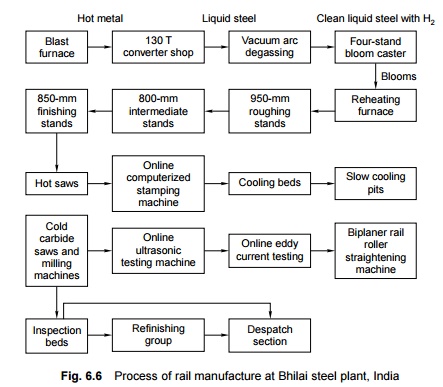
A typical
flow chart for the manufacture of rails at the Bhilai steel plant in India is
given in Fig. 6.6.
1 Rail Specifications (IRS-T-12-96)
These
specifications apply to flat-bottom symmetrical rails. The quality of steel,
manufacturing process, chemical composition, acceptance tests, qualifying
criteria, and other technical conditions are given below.
Quality of steel The steel
for rails should be of fully killed quality and should conform to the
chemical composition and mechanical properties specified in Table 6.3.
Branding
and stamping Rails should be hot branded on one side of the web
showing relevant details. Each rail should be identified by hot stamping at
least once every 4.0 m on the web and should be colour coded in order to
distinguish the grade, class, length, and other special requirements.
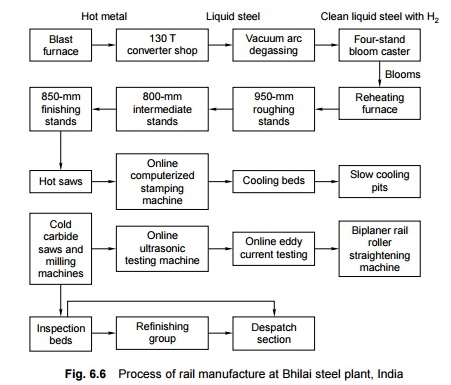
Fig.
6.6 Process of rail
manufacture at Bhilai steel plant, India
(a) Chemical
composition
Table 6.3 Desirable properties of steel for rails

*
The maximum value for finishing is 0.040.
(b) Mechanical
properties

*
S = cross-sectional area of piece in mm2.
� Desirable values.
Rolling quality Each
section of the rail should be accurately rolled to its respective template
(prepared by the manufacturer and approved by the purchaser or inspecting
agency) within permissible tolerance or variations.
Free from defects The rails
should be free from all detrimental defects such as cracks of all kinds,
flaws, piping, and lack of metal that have an unfavourable effect on the
behaviour of rails in service.
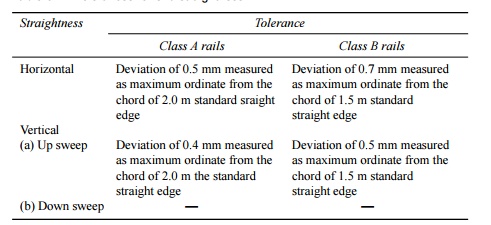
Straightness The rail
should be absolutely straight. Tolerances for end straightness are very
stringent as indicated in Table 6.4.
Table
6.4 Tolerances for
end straightness
Permissible Variations in Dimensions
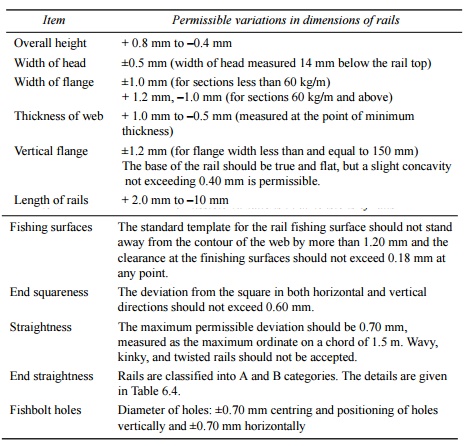
The tolerances allowed in the
various parameters of a rail section are given in Table 6.5. These tolerances
are subject to the condition that the actual weight determined by weighing the
rail piece falls 0.5% below and 1.5% above the calculated weight.
Table
6.5 Permissible
variation in dimensions of rails
Important tests for rails
The following tests are conducted to determine the
serviceability of a rail section.
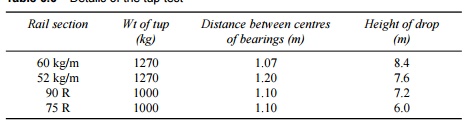
Falling weight or tup test A rail
piece of 1.5 m (5 ft) is cut. The rail is supported between the bearers
at a prescribed distance. A tup of specified weight (1000 kg for a 90 R rail)
is dropped from a height of 7.2 m on the centre of the test piece. The specimen
should withstand the blow without any fracture. One falling weight test is done
for every cast of 100 metric t. The weight of the tup, distance between the
centres of the bearings, and the weight of the drop for different rail sections
is given in Table 6.6.
Table
6.6 Details of the
tup test
Tensile test A test
piece is taken from the head of a rail section and subjected to the tensile
test. The tensile strength of the rail should not be less than 72 kg/mm2,
with a minimum elongation of 14% for medium manganese rails and 12% for carbon
quality rails. This test is optional and is to be carried out when required by
the inspecting official.
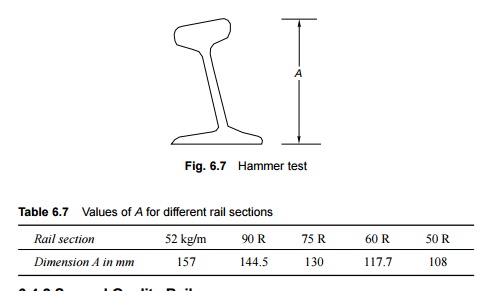
Hammer
test The foot of the test rail piece is rigidly gripped in a
vertical position and the head of the rail is struck with a 4.5 kg
hammer. Sufficient number of blows are given till the web bends and the
dimensional value of A given in Table 6.7 (Fig. 6.7) is achieved. No
fracture should occur or a lap be disclosed, otherwise the batch is rejected.
This test is no longer required as per IRS/T- 18-88. The values of A for
various rail sections are listed is Table 6.7.
2 Second Quality Rails
Rails that have been rejected
either individually or by cast for having failed to fulfil the requirements of
IRS specification no. T-12 with regard to chemical composition, or have failed
due to defects in surface dimensions and length, may be accepted as second
quality rails (T-18) for use in loops and sidings. These second quality rails
should conform to the following specifications.
Chemical composition
The chemical composition of the
rails should conform to the values given in Table 6.8.
Table
6.8 Required chemical
composition for second quality rails*
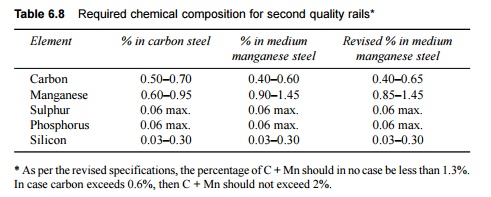
* As per the revised
specifications, the percentage of C + Mn should in no case be less than 1.3%.
In case carbon exceeds 0.6%, then C + Mn should not exceed 2%.
Surface defects
The
following maximum dimensions of the rail surface are considered as minor
defects. Rails with these defects are acceptable.
Table of
the rail: 0.80 mm
Side of
head of the rail: 1.60 mm
Bottom
and side of the rail: 1.60 mm
Permissible variations in dimensions
Overall height of the rail: + 1.60 mm, -0.80 mm Width of head:
+ 1.20 mm
Thickness of web: + 1.60 mm, -0.60 mm Length of rail: �25 mm
Difference
in theoretical and actual weight: 1%
Such rails are identified by
chamfering a 6-mm-diameter hole at either end, along the centre of the rail and
in the middle of the web. These rails are to be used only on loop lines/sidings
with a speed restriction of 50 kmph. These rails are painted orange on both
sides of the web for a length of 1 m from each end for easy identification.
3 Third Quality Rails
These are rails that do not
conform to the standards set for first or second quality rails but are still
fit for use on the railway track. For safety considerations, these are used in
industrial sidings where speeds are restricted to 30 kmph for BG and 25 kmph
for MG.
Such rails are identified by
chamfering a 12-mm-diameter hole at either end, along the centre of the rail
and in the middle of the web. A 18 mm marking 'I.U.' is stamped on both end
faces of the rail. Third quality rails are painted white on the end face on
both sides of the flange for a length of 500 mm from each end for
identification.
Third quality rails are
manufactured using rejected heats/rails which do not conform to IRS T-12 or
T-18 standards with regard to chemical composition, surface defects,
dimensions, and straightness.
4 90 UTS Rails
Indian Railways has mostly been
using medium manganese rails with an ultimate tensile strength (UTS) of 72
kg/mm2 manufactured by the Bhilai steel plant. The service life of
52 kg (72 UTS) rails is only about 350 GMT. On a section with an annual traffic
density of about 20 GMT, the renewal cycle is just about 17-18 years, which is
rather short as compared to the service life of 50 years of a concrete sleeper.
Moreover, such rails wear faster on curves and gradient sections.
In view of the above
considerations, Indian Railways has been importing 52-kg and 90 R, 90 UTS rails
for some time. These rails have the following main advantages.
1. The
service life of 90 UTS rails is about 50% more than that of conventional medium
manganese 72 UTS rails.
2. The total
GMT that 72 and 90 UTS rails can carry during their primary service life is as
follows:
52 kg (72
UTS): 350 GMT
52 kg (90
UTS): 525 GMT
60 kg (90
UTS): 900 GMT
3. 90 UTS
rails are more resilient against wear and have a hardness of about 270 BHN
(Brinell hardness number) as against that of 220 BHN of medium manganese rails
with 72 UTS.
The
allowable shear stress of 90 UTS rails is much higher, as can be seen from the
comparative figures given below:
Rails Allowable shear stress
Medium
manganese rails (72 UTS) 18.0 kg/mm2
Wear-resistant
rails (90 UTS) 22.5 kg/mm2
Studies have shown that the
maximum shear stress due to BOX N wagons could be of the order of 20.0 kg/mm2,
which is in excess of the permissible shear stress for medium manganese 72 UTS
rails. Therefore, for routes on which BOX N wagons are running, it is desirable
to have 90 UTS rails.
End-hardened rails
These are rails with ends that
are hardened by oil or water quenching. The wear and tear and end batter of
such rails is considerably less.
Head-hardened rails
These are rails with heads that
have been hardened by passing them through a thermal treatment plant. The head
is hardened for a depth of about 12 mm from the surface. Head hardened rails
have a longer service life that extends up to 2-3 times more compared to as
ordinary medium manganese rails.
The chemical composition of
head-hardened steel (grade 1080) is prescribed as given in Table 6.9.
Table
6.9 Chemical
composition of head-hardened rail

Related Topics