Chapter: Essential Microbiology: Industrial and Food Microbiology
Microorganisms in the production of biochemicals
Microorganisms
in the production of biochemicals
Many products of microbial metabolism find an
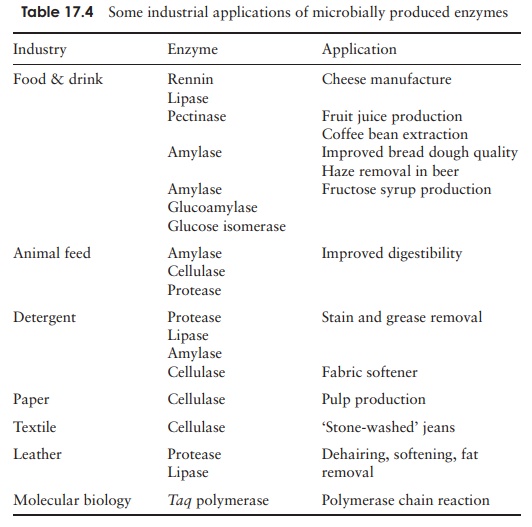
application in the food and other industries. These include amino acids,
steroids, enzymes and antibiotics (Table 17.4). Microbial growth conditions are
adjusted so that production of the metabolite in ques-tion takes place at an
optimal rate. Often an unnaturally high rate of production is achieved by the
use of a mutated or genetically engineered strain of microorganism, or by
manipulating culture conditions to favour excess metabolite production.
The development of a microbial means of producing
acetone was vital to the allied effort in the First World War. Acetone was a
crucial precursor in explosives manufacture and the demands of war soon
outstripped supply by traditional methods. The problem was solved when Chaim
Weismann isolated a strain of Clostridium
acetobutylicum that could ferment molasses to acetone and butanol (another
industrially useful product). Nowadays, acetone is made more cheaply from
petrochemicals.
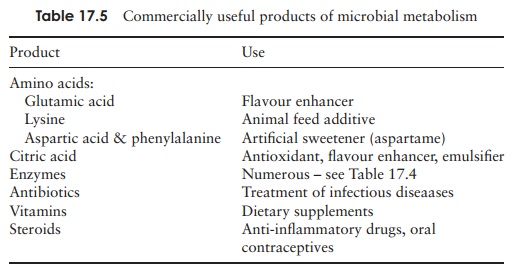
Microbially produced amino acids are used in the food
industry, in medicine and as raw materials in the chemical industry. The one
produced in the greatest quantities by far is glutamic acid (in excess of half
a billion tonnes per year), with most of it ending up as the flavour enhancer
monosodium glutamate. The amino acids aspartic acid and phenylalanine are
components of the artificial sweetener aspartame and are also synthesised on a
large scale.
A number of organic acids are produced industrially
by microbial means, most no-tably citric acid, which has a wide range of
applications in the food and pharmaceutical industries. This is mostly produced
as a secondary metabolite by the large-scale culture of the mould Aspergillus niger.
Certain microorganisms serve as a ready source of vitamins. In many cases these can be
synthesised less expensively by chemical means; however, riboflavin (by the
mould Ashbya gossypii) and vitamin B12 (by the
bacteria Propionibacterium shermanii
and Pseudomonas denitrificans) are
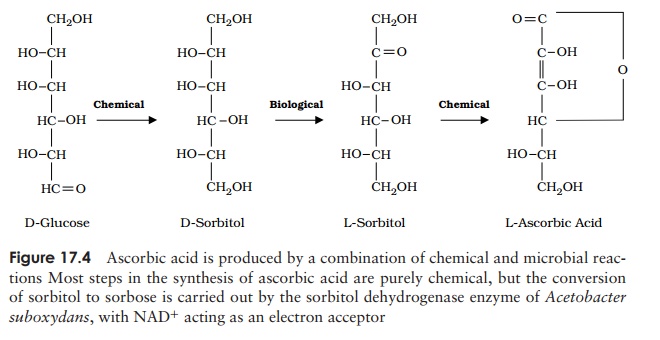
produced by large-scale microbial fermentation. Microorganisms play a partial
role in the production of ascorbic acid (vitamin C). Initially, glucose is
reduced chemically to sorbitol, which is then oxidised by a strain of Acetobacter suboxydans to the hexose
sorbose. Chemical modifications convert this toascorbic acid (Figure 17.4).
Enzymes of fungal and bacterial origin have been
utilised for many centuries in a variety of processes. It is now possible to
isolate and purify the enzymes needed for a specific process and the worldwide
market is cur-rently worth around a billion pounds. The most useful industrial
enzymes include proteases, amylases, lipases
Syrups and modified starches are used in a wide range
of foodstuffs, including soft drinks, confectionery and ice cream, as well as
having a wealth of other applications. Different enzymes or combinations of
enzymes are used to produce the desired consis-tencies and physical properties.
High fructose corn syrup (HFCS) is a sweetener used in a multitude of food
products. It is some 75 per cent sweeter than sucrose and has sev-eral other
advantages. HFCS is a mixture of fructose, dextrose (a form of glucose) and
disaccharides, and is produced by the action of a series of three enzymes on
the starch (amylose and amylopectin) of corn (maize). Alpha amylase hydrolyses
the internal α-1,
4-glycosidic bonds of starch, but is not able to degrade ends of the chain. The
resulting di- and oligosaccharides are broken down to the monomer glucose by
the action of glucoamylase, then finally glucose isomerase converts some of the
glucose to its isomer, fructose.
Enzymes have been added to cleaning products such as washing powders, carpet shampoos and stain removers since the 1960s, and this remains one of the principal
Proteases are the most widely used
enzymes in this context; working in combination with a surfactant, they
hydrolyse protein-based stains such as blood, sweat and various foods. Greasy
and oily stains present a different challenge, made all the more difficult by
the move towards lower washing temperatures. The inclusion of lipases aids the removal of stains such
as butter, salad dressing and lipstick, while amylases deal with starch-based stains such as cereal or custard.
The food and detergent industries between them account for around 80 per cent
of all enzyme usage.
We have already seen that antibiotics are now
produced on a huge scale worldwide. Figure 17.5 outlines the stages in the
isolation, development and production of an antibiotic.
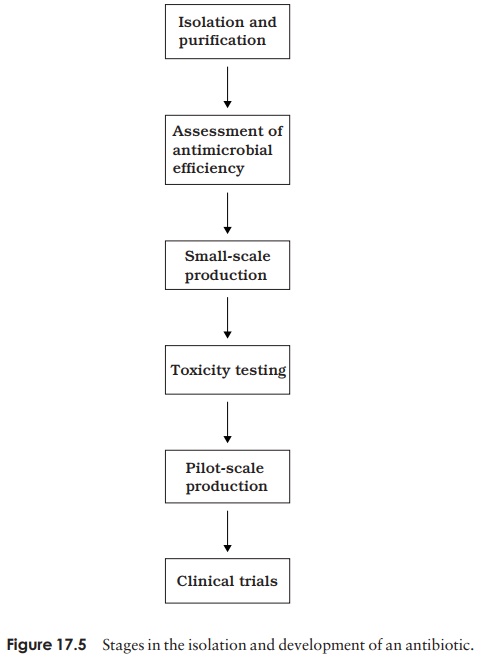
Isolating an antibiotic from a natural source is not
all that difficult, but finding a new one that is therapeutically useful is
another matter. Initially, the antimicrobial properties of a new isolate are
assessed by streaking it across an agar plate, then inoculating a range
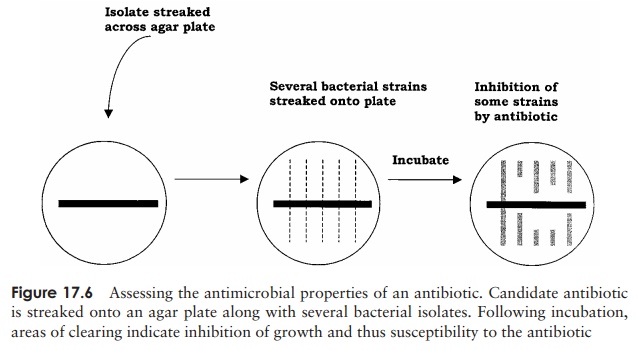
of bacteria at right angles (Figure 17.6). As the
antibiotic diffuses through the agar, it will inhibit growth of any susceptible
species. Isolates that still show potential are then grown up in a laboratory
scale fermenter; it is essential for commercial culture that the
antibiotic-producing organism can be cultured in this way.
Before committing to large-scale production,
exhaustive further tests must be carried out on two fronts: to ascertain the
potency of the preparation and the breadth of its antimicrobial spectrum, and
to determine its therapeutic index by
carrying out toxicity testing on animals. The final stages of development
involve pilot-scale production, followed by clinical trials on human
volunteers.
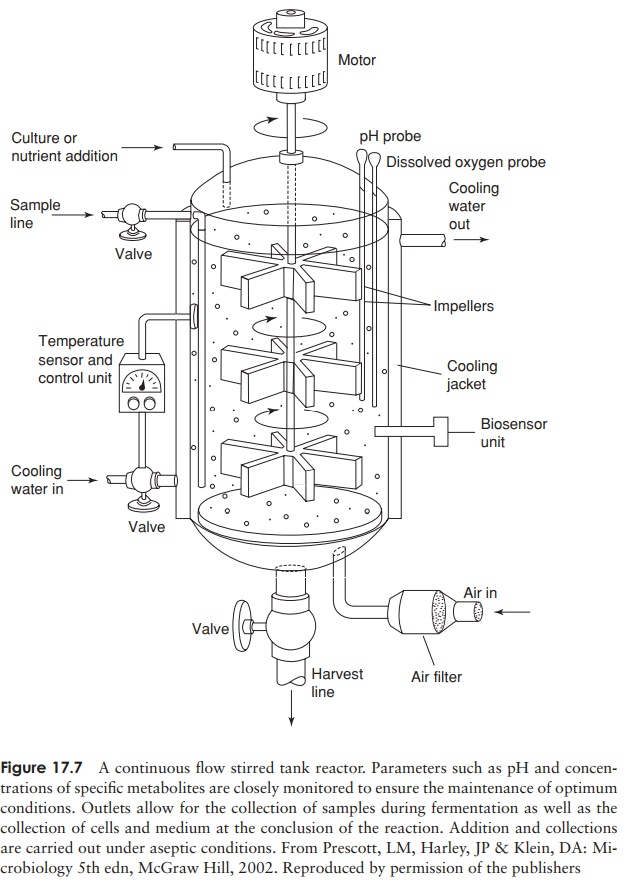
When an antibiotic or any other fermentation product
finally goes into production, it is cultured in huge stirred fermenters or bioreactors, which may be as large as
200 000 litres. A typical stirred fermenter has impellers for mixing the
culture, an air line for aeration and microprocessor-controlled probes for the
continuous monitoring and regulation of temperature, pH and oxygen content
(Figure 17.7). Cultures with a high protein content may also have an
antifoaming agent added. The process of scale-up
is a complex operation, and not simply a matter of growing the microorganism in
question in ever-larger vessels. Factors such as temperature, pH, aeration,
must all be considered at the level of the individual cell if scale-up is to be
successful. Fermenters are usually made from stainless steel, which can
withstand heat sterilisation; the economic consequences of microbial
contamination when working on such a large scale can be immense.
Related Topics