Chapter: Essential Microbiology: Industrial and Food Microbiology
Microorganisms and food
Microorganisms and food
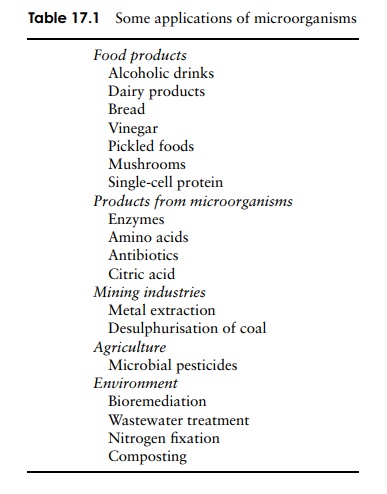
To the general public, the association of microorganisms and food
conjures up negative images of rotten fruit or food poisoning. On reflection,
many people may remember that yeast is involved in bread and beer production,
but how many realise that microor-ganisms play a part in the manufacture of soy
sauce, pepperoni and even chocolate? In the following pages, we shall look at
the contribution of microorganisms to the contents of our shopping baskets
before considering one of the negative associations referred to above, the
microbial spoilage of food.
The production of foodstuffs as a result of microbial fermentation
reactions pre-dates recorded history. The accidental discovery that such foods
were less susceptible to spoilage than fresh foods must have made them an
attractive proposition to people in those far-off days. Of course, until
relatively recent times, nothing was known of the part played by
microorganisms, so the production of beer, cheese and vinegar would not have
been the carefully controlled processes that are used today. Indeed, it was
only with the development of isolation techniques towards the end of the
nineteenth century, that it became possible to use pure cultures in food
production for the first time. The fermentation of foodstuffs, hitherto an art,
became a science.
Alcoholic fermentations
There is evidence that alcoholic drinks, including
beer and wine, were being produced thousands of years be-fore the Christian
era, making them among the earliest known examples of the exploitation of
microorganisms by humans. Ethanol results from the fermentation pro-cess,
because the conversion of sugar to carbon dioxide and water is incomplete:
C6H12O6−−−−−−−→ 2CH3CH2OH + 2CO2
Although, in principle, wine can be made from almost
any fruit juice with a high sugar content, the vast major-ity of commercially
produced wines derive from the fer-mentation of the sugar present in grapes
(Figure 17.1). Such fermentation reactions may be initiated by yeasts naturally
found on the grape skin; however the results of such fermentations are erratic
and may be unpalatable. In commercial winemaking the must (juice) resulting from the crushed grapes is treated with
sulphur dioxide to kill off the natural microflora, and then inoculated with
the yeast Saccharomyces cerevisiae,
variety ellipsoideus. Specially
developed strains are
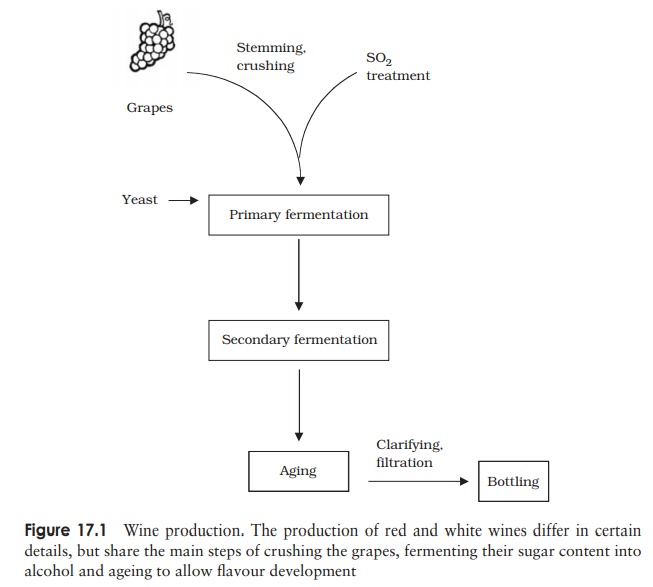
used, which produce a higher percentage of alcohol
(ethanol) than naturally occurring yeasts. Fermentation proceeds for a few days
at a temperature of 22–27 ◦ C for red
wines (lower for whites), after which the wine is separated from the skins by
pressing. This is followed by ageing in oak barrels, a process that may last
several months, and during which the flavour develops. Malolactic fermentation is a secondary fermentation carried out on
certain types of wine. Malic acid, which has a sharp taste, is converted to the
milder lactic acid, imparting smoothness to the wine.
COOH-H2OC-H2C-COOH (Malic acid) −−−−−−−→ CH3-H2OC-OOH (Lactic acid) + CO2

A secondary product of malolactic fermentation is
di-acetyl, which imparts a ‘buttery’ flavour to the wine. Spir-its such as
brandy and rum result from the products of a fermentation process being
concentrated by distillation. This
gives a much higher alcohol content than that of wines.
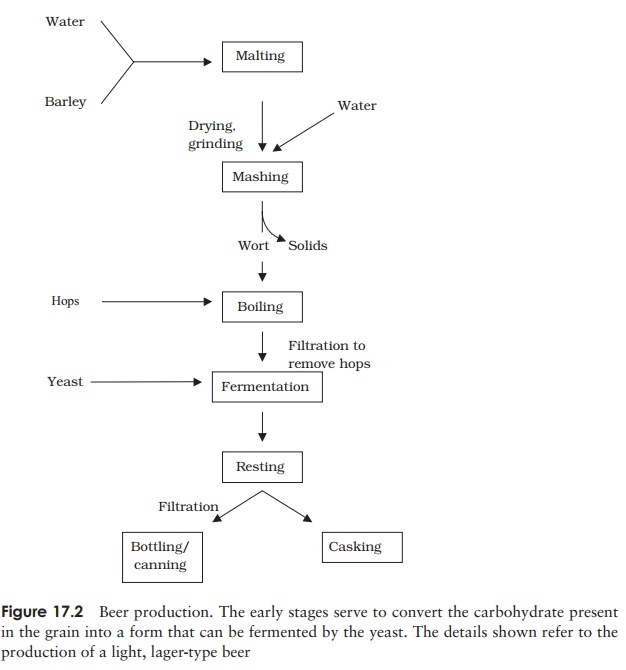
Beer is produced by the fermentation of barley grain.
The procedure varies according to the type of beer, but follows a series of
clearly defined steps (Figure 17.2). Grain, unlike grapes, contains no sugar to
serve as a sub-strate for the yeast, so before fermentation can begin, it is
soaked in water and allowed to germinate. This stim-ulates the production of
the enzymes necessary for the conversion of starch to maltose (‘malting’). An additional source of
starch may be introduced during the next stage, mashing, in which the grains are ground up in warm wa-ter, and
further digestion takes place. The liquid phase or wort is drained off and hops are added. They im-part flavour and
colour to the finished product and also possess antimicrobial properties,
thereby helping to prevent contamination. The mixture is boiled, inactivating
the enzymes, precipitating proteins and killing off any microor-ganisms. In the
next stage, the wort is filtered and transferred to the fermentation vessel where
yeast is introduced.
Two species of yeast are commonly used in the brewing
process, both belonging to the genus Saccharomyces.
S.cerevisiae is mainly used in the
production of darker beerssuch as traditional English ales and stouts, whereas S.carlsbergensis (no prizes for guessing
where this one wasdeveloped!) gives lighter coloured, less cloudy, lager-type
beers. Cells of S. cerevisiae are
carried to the surface of the fermentation by carbon dioxide bubbles (top
fermenters), while S. carlsbergensis
cells form a sediment at the bottom (bottom fermenters). ‘Spent’ yeast may be
dried, and used as an animal food supplement.
Fermentation takes about a week to complete, at a
temperature appropriate for each type of yeast (S. carlsbergensis prefers somewhat lower temperatures than S. cerevisiae). Following fermentation,
the beer is allowed to age or ‘rest’ for some months in the cold. Beers
destined for canning or bottling are filtered to remove remaining
microorganisms.
Beers typically have an alcohol content of around 4
per cent. Small amounts of other secondary products such as amyl alcohol and
acetic acid are also produced, and con-tribute to the beer’s flavour. ‘Light’
or low-carbohydrate beers are produced by reducing the levels of complex
carbohydrates. The yeast do not possess the enzymes necessary to cope with
these branched molecules, so a supplement of debranching enzymes may be added
to aid their breakdown.
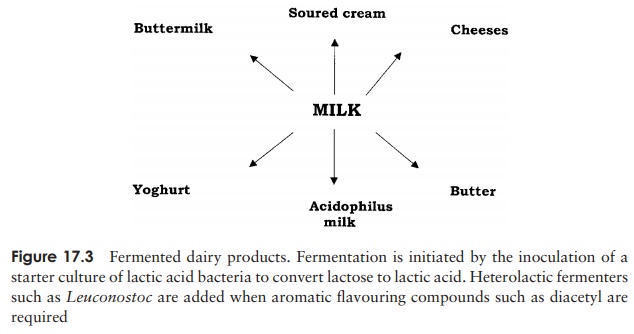
Dairy products
Milk can be fermented to produce a variety of
products, including butter, yoghurt and cheese (Figure 17.3). In each case,
acid produced by the fermentation process causes coagulation or curdling of the
milk proteins.
In cheese-making, this coagulation is effected by the
addition of the protease rennin, or
by the action of lac-tic acid bacteria (especially Streptococcus lactis and S.
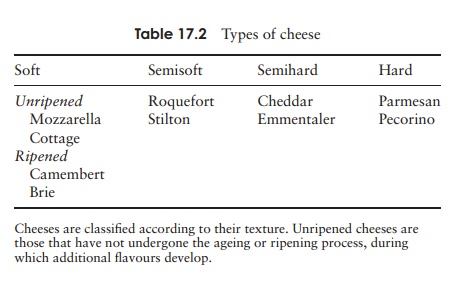
cremoris). Coagulation allows the separation of thesemisolid curd from the liquid whey. The subsequent steps in the
cheese-making process depend on the spe-cific type of cheese (Table 17.2).
Following separation, the curd of most cheeses is pressed and shaped, removing
excess liquid and firming the texture. During the ripening process, salt is
often added, and flavour develops due to continuing microbial action on the
protein and fat components of the cheese. In some cases, a fresh inoculation of
microorganisms is made at this point, such as the addition of Penicillium spores to Camembert and
Brie. The length of the ripening period varies from a month to more than a year
according to type, with the harder cheeses requiring the longer periods.
Yoghurt is another milk derivative. Thickened milk is
exposed to the action of two bacteria, Streptococcus
thermophilus and Lactobacillus
bulgaricus, both of which fer-ment lactose present in milk into lactic
acid. In addition, L. bulgaricus
contributes aromatics responsible for imparting flavour to the yoghurt.
Other dairy products, such as soured cream and
buttermilk, are also produced by means of the fermentative properties of
species of streptococci and lactobacilli.
Bread
The biological agent responsible for bread production
is yeast. In fact baker’s yeast and brewer’s yeast are just different strains
of the same species, Saccharomyces
cerevisiae. In breadmaking, aerobic, rather than anaerobic conditions are
favoured, so sugar present in the dough is converted all the way to carbon
dioxide rather than to alcohol. It is this
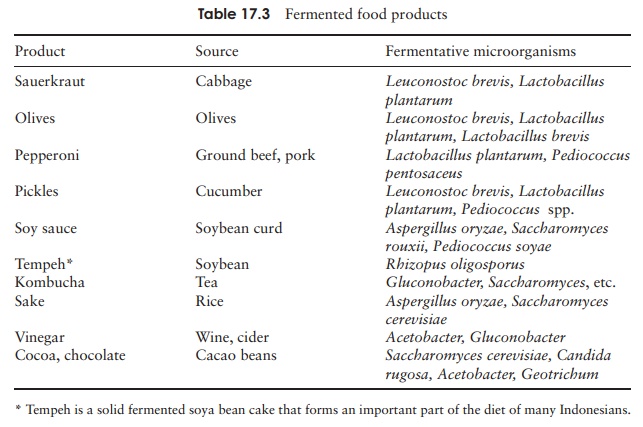
Many other popular foodstuffs are the result of
microbial fermentation processes (see Table 17.3). These include vinegar, soy
sauce and sauerkraut. Silage is
animal fodder made from the fermentation of grass and other plant material by
the action of lactic acid bacteria.
Related Topics