Chapter: Automation, Production Systems, and Computer Integrated Manufacturing : Industrial Robotics
Industrial Robot Applications
INDUSTRIAL ROBOT APPLICATIONS
Industrial Robot Applications:
a. Material Handling Applications
b. Processing Operations
c. Assembly and Inspection
One of
the earliest installations of an industrial robot was around 1961 in a die casting
operation [5].The robot was used to unload castings from the die casting
machine. The typical environment in die casting is not pleasant for humans due
to the heat and fumes emitted by the casting process. It seemed quite logical
to use a robot in this type of work environment in place of a human operator.
Work environment is one of several characteristics that should be considered
when selecting a robot application. The general characteristics or industrial
work situations that tend to promote the substitution of robots for human labor
are the following:
Hazardous work environment for humans. When the
work environment is unsafe, unhealthful,
hazardous, uncomfortable, or otherwise unpleasant for humans, there is reason
to consider an industrial robot for the work. In addition to die casting, there
are many other work situations that are hazardous or unpleasant for humans, in
eluding forging, spray painting, continuous arc welding, and spot welding.
Industrial robots ue utilized in all of these processes
Repetitive
work cycle. A second characteristic that tends to promote the
use of robotics is a repetitive work
cycle. If the sequence of elements in the cycle is the same, and the elements consist
of relatively simple motions. a robot is usually capable of performing the work
cycle with greater consistency and repeatability than a human worker Greater
consistency and repeatability are usually manifested as higher product quality
than can he achieved in a manual operation.
Difficult handling for humans. If the task involves the handling
of parts or tools that are heavy
or otherwise difficult to manipulate, it is likely that an industrial robot is
available that can perform the operation. Parts or tools that are too heavy for
humans to handle conveniently arc well within the load carrying capacity of a
large robot
Multi shift operation. In manual
operations requiring second and third shifts, substitution of a robot will
provide a much faster financial payback than a single shift operation. Instead
of replacing one worker, the robot replaces two or three workers.
infrequent
changeovers, Most batch or job shop operations require a
changeover of the physical workplace
between one job and the next. The time required to make the changeover is
nonproductive time since parts are not being made. In an industrial robot application, not only must the physical
setup be changed, but the robot must also be reprogrammed, thus adding to the
downtime. Consequently, robots have traditionally been easier to justify fur
relatively long production runs where changeovers arc infrequent. As procedures
for offline robot programming improve, it will be possible to reduce the time
required to perform the reprogramming procedure. This will permit shorter
production runs to become more economical.
Part position and orientation art' established in
the work cell. Most robots in today's industrial applications are without vision capability. Their
capacity to pick up an object during each work cycle relies on the fact that
the part is in a known position and orientation. A means of presenting the part
to the robot at the same location each cycle must be engineered
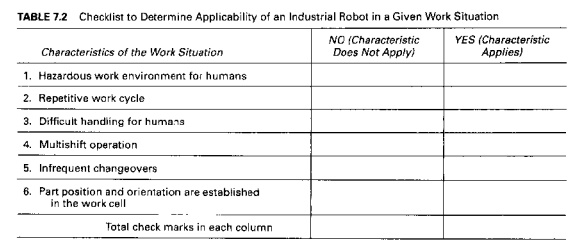
These characteristics
are summarized in Table 7.2, which might be used as a checklist of features to
look for in a work situation to determine if a robot application is feasible.
The more check marks jailing in the "YES" column, the more likely
that an industrial robot is suitable for the application. .
Robots
arc being used in a wide field of applications in industry, Most of the current
applications of industrial robots are in manufacturing. The applications can
usually be classified into one of the following categories: (1) material handling, (2)
processing operations, and (3) assembly
and inspection. At least some of the work characteristics discussed in Table
7.2 must be present in the application to make the installation of a robot
technically and economically feasible
Material
Handling Applications
Material handling applications are those in which
the robot moves materials or parts from one place to another. To accomplish the
transfer. the robot is equipped with a gripper type end effector. The gripper
must be designed to handle the specific part or parts that are to be moved in
the application, Included within this application category are the following
cases: (1) material transfer and (2)
machine loading and/or unloading. In nearly all material handling applications, the parts must be
presented to the robot in a known position and orientation. This requires some
form of material handling device to deliver the parts into the work cell in
this defined position and orientation
Material
Transfer. These applications are ones in which the primary purpose of the robot
is to pick up parts at one location and place them at a new location. In many
cases, reorientation of the part must be accomplished during the relocation.
The basic application in this category is the relatively simple pick-and-place operation, where the
robot picks up a part and deposits it at a new location. Transferring parts
from one conveyor to another is an example. The requirements of the application
are modest: a low technology robot. (e.g., limited sequence type) is usually
sufficient. Only two, three, or four joints are required for most of the
applications. Pneumatically powered robots are often used.
A more-complex example of material transfer is palletizing, in which the robot must
retrieve parts. cartons, or other objects from one location and deposit them
onto a pallet or other container with multiple positions. The problem is
illustrated in Figure 7.11. Al
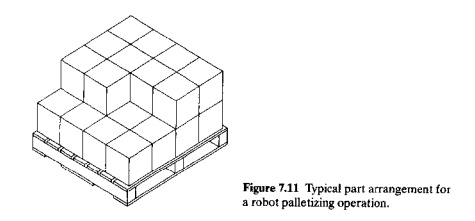
though
the pickup point is the same for every cycle. the deposit location on the
pallet is different for each carton. This adds to the degree of difficulty of
the task. Either the robot must be taught each position on the pallet using the
powered lead through method (Section 7.6.1), or it must compute the location
based on the dimensions of the pallet and the center distances between the
cartons (in both x and y directions)
Other
applications that are similar to palletizing include depalletizing (removing parts from an ordered arrangement in a
pallet and placing them at one location. e g., onto a moving conveyor), stacking operations (placing
flat parts on top of each other, such that the vertical location of the drop-off
position is continuously changing with each cycle). and insertion operations (where the robot inserts parts into the
compartments of a divided carton)
Machine
Loading and/or Unloading. In machine loading and/or unloading applications,
the robot transfers parts into and/or from a production machine. The three
possible cases are'
Machine
loading. This is the case in which the robot loads paris into the production machine, but the parts arc unloaded
from the machine by some other means
Machine
unloading. In this case. the raw materials are fed into the
machine without using the robot, and
the robot unloads the finished parts.
Machine loading
and unloading. This case involves both loading or the raw workpart and unloading of the finished part by
the robot
Industrial
robot applications of machine loading and/or unloading include the following
processes:
Die
casting. The robot unloads parts from the die casting machine. Peripheral
operations sometimes performed by the robot include dipping the parts into a
water bath for cooling.
Plastic
molding. Plastic molding is a robot application similar to die casting. The robot is used to unload molded parts from the
injection molding machine.
Mew!
machining operations, The robot is used to load raw blanks into the
machine tool and unload finished
parts from the machine. The change in shape and size of the part before and
after machining often presents a problem in end effector design. and dual
grippers (Section 7.3.1) are often used to deal with this issue.
Forging. The
robot is
typically used to load the raw hot billet into the die, hold it during the
forging blows, and remove it from the forge hammer. The hammering action and
the risk of damage to the die or end effector are significant technical
problems. Forging and related processes are difficult as robot applications
because of the severe conditions under which the robot must operate
Press working.
Human operators work at considerable risk in sheet-metal pressworking operations because of the action
of the press. Robots are used as substitutes for the human workers to reduce
the danger. In these applications, the robot loads the blank into the press,
the stamping operation is performed, and the part fails out the back of the
machine into a container. In high production runs, press workjng operations can
be mechanized by using sheetmetal coils instead of individual blanks. These
operations require neither humans nor robots to participate directly in the
process
Hear treating, These are often relatively simple
operations in which the robot loads and/or
unloads parts from a furnace
2 Processing
Operations
Processing
application are those in which the robot performs a proccss.ing operation on a
workpart. A distinguishing feature of this category IS that the robot 1,
equipped with some type of to a! as
its end effector (Section 7.3.2). To perform the process. the robot must
manipulate the tool relative to the part during the work cycle. In some
processing applications, more than one tool must be used during the work cycle.
In these instances. a fast-change tool holder is used to exchange tools during
the cycle. Examples of industrial robot applications in the processing category
include spot welding. continuous arc welding, spray painting, and various
machining and other rotating spindle processes.
Spot
Welding. Spot welding is a metal joining process in which two sheet metal parts are
fused together at localized points of contact. Two copper-based electrodes are
used to squeeze the metal parts together and then apply a large electrical
current across the contact point to cause fusion to occur. The electrodes,
together with the mechanism that actuates them, constitute the welding gun in
spot welding. Because of its Widespread use in the automobile industry for car
body fabrication, spot welding represents one of the most common applications
of industrial robots today. The end effector is the spot welding gun used to
pinch the car panels together and perform the resistance welding process. The
welding gun used for automobile spot welding is typically heavy. Prior to the
use of robots in this application, human workers performed this operation, and
the heavy welding tools were difficult for humans to manipulate accurately. As
a consequence, there were many instances of missed welds, poorly located welds,
and other defects. resulting in overall low quality of the finished product.
The use of industrial robots in this application has dramatically improved the
consistency of the welds.
Robots
used for spot welding are usually large, with sufficient payload capacity to
wield the heavy welding gun. Five or six axes are generally required to achieve
the required positioning and orientation of the welding gun. Playback robots
with point-to-point arc used. Jointed arm coordinate robots are the most common
anatomies in automobile spot welding lines, which may consist of several dozen
robots.
Continuous Arc Welding. Continuous
arc welding is used to provide continuous
welds rather than individual welds at specific contact points as in spot
welding. The resulting arc welded joint is substantially stronger than in spot
welding. Since the weld is continuous, it can be used to make airtight pressure
vessels and other weldments in which strength and continuity are required.
There are various forms of continuous arc welding, but they all follow the
general description given here.
The
working conditions [or humans who perform arc welding are not good. The welder
must wear a face helmet for eye protection against the ultraviolet radiation
emitted by the arc welding process. The helmet window must be dark enough to
mask the ultraviolet. However, the window is so dark that the worker cannot see
through it unless the arc is on. High electrical current is used in the welding
process, and this creates a hazard for the welder. Finally, there is the
obvious danger from the high temperatures in the process, high enough to melt
the steel, aluminum, or other metal that is being welded. A significant amount
of hand-eye coordination is required by human welders to make sure that the arc
follows the desired path with sufficient accuracy to make a good weld. This,
together with the conditions described above, results in a high level of worker
fatigue. Consequently, the welder is only accomplishing the welding process for
perhaps 20-30% of the time. This percentage is called the arc-on time, defined as the proportion of time during the shift
when the welding arc is on and performing the process. To assist the welder, a
second worker, called the fitter, is
usually present at the work site to set up the parts to be welded and to
perform other similar chores in support of the welder.
Because
of these conditions in manual arc welding, automation is used where technically
and economically feasible. For welding jobs involving long continuous joints
that are accomplished repetitively, mechanized welding machines have been
designed to perform the process. These machines are used for long straight
sections and regular round parts. such as pressure vessels tank", and
pipes
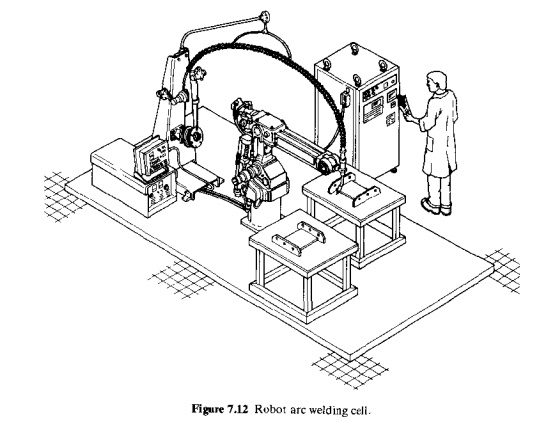
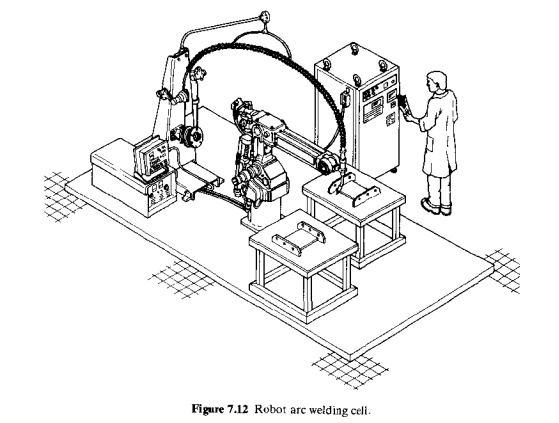
Industrial
robots can also be used to automate the continuous arc welding process The
economics of robot arc welding suggest that the application should involve a
relatively long production run. The cell consists of the robot, the welding
apparatus (power unit. controller, welding 1001,and wire feed mechanism), and a
fixture that positions the components for the robot. The fixture might be
mechanized with one or two degrees-of-freedom so that it can present different
portions of the work to the robot for welding. For greater productivity, a
double fixture is often used so that a human helper can be unloading the
completed job and loading [he components for the next work cycle while the
robot is simultaneously welding the present job. Figure 7.12 illustrates this
kind of workplace arrangement.
The robot
used in arc welding jobs must be capable of continuous path control. Jointed
arm robots consisting of five or six joints are frequently used. In addition. a
fixture consisting of one or two more degrees-of-freedom is often used to hold
the parts during welding. The fixture must be designed specifically for the
job. Programming for arc welding is usually costly. Therefore. most
applications require a large batch size to justify the robot cell. In the
future, as quick-change fixtures are developed and programming effort is
reduced, shorter production runs will be possible in robot arc welding
applications.
Spray Coating. Spray
coating makes use of a spray gun directed at the object to be coated. Fluid (e.g., paint) flows through the nozzle of the
spray gun to be dispersed and applied over the surface of the object. Spray
painting is the most common application in the category. The term spray coating
indicates a broader range of applications that includes painting.
The work
environment for humans who perform this process is filled with health hazards.
These hazards include noxious fumes in the air, risk of flash fires, and noise
from the spray gun nozzle. The environment is also believed to pose a
carcinogenic risk for workers. Largely because of these hazards, robots are
being used with increasing frequency for spray coating tasks.
Robot
applications include spray coating of appliances, automobile car bodies,
engines, and other parts, spray staining of wood products, and spraying of
porcelain coatings on bathroom fixtures. The robot must he capable of
continuous path control to accomplish the smooth motion sequences required in
spray painting. The most convenient programming method is manual leadthrough
(Section 7.6.1). Jointed arm robots seem to be the most common anatomy for this
application. The robot must possess a long reach to access the areas of the workpart
to be coated in the application.
The use
of industrial robots for spray coating applications offers a number of benefits
in addition to protecting workers from a hazardous environment. These other
benefits include greater uniformity in applying the coating than humans can
accomplish, reduced use of paint (less waste), lower needs for ventilating the
work area since humans are nul present during the process, and greater
productivity.
Other
Processing Applications. Spot welding, arc welding, and spray coating are the most
familiar processing applications of industrial robots. The list of industrial
processes that are being performed by robots is continually growing. Among
these processes are the following:
Drilling,
routing, and other machining processes. These applications use a rotating spindle as the end effector. Mounted in
the spindle chuck is the particular cutting tool. One of the problems with this
application is the high cutting forces encountered in machining. The robot must
be strong enough to withstand these cutting forces and maintain the required
accuracy of the cut.
Grinding,
wire brushing, and similar operations. These operations also usc a
rotating spindle to drive the tool
(grinding wheel, wire brush, polishing wheel, etc.] at high rotational speed to
accomplish finishing and deburring operations on the work.
Waterjet cutting. This is a
process in which a high pressure stream of water is forced through a small nozzle at high speed to cut plastic sheets,
fabrics, cardboard, and other materials with precision. The end effector is the
waterjet nozzle that is directed over the desired cutting path by the robot.
Loser
culling. The function of the robot in this application is similar to its function
in waterjet cutting. The laser tool
is attached to the robot as its end effector. Laser beam welding is a si~i1ar
application
Riveting.
Some work
has been done in using robots to perform riveting operations in sheet metal fabrication. A riveting
tool with a feed mechanism for feeding the rivets is mounted on the robot's
wrist. The function of the robot is to place the riveting tool at the proper
hole and actuate the device
3 Assembly and Inspection
In some
respects. assembly and inspection are hybrids of the previous two application
categories: material handling and processing. Assembly and inspection
applications can involve either the handling of materials or the manipulation
of a tool. For example, assembly operations typically involve the addition of
components to build a product. This requires the movement of components from a
supply location in the workplace to the product being assernbled, which is
material handling. In some cases, the fastening of the components re quires a
tool to be used by the robot (e.g. staking, welding. driving a screw). Similarly.
some robot inspection operations require that parts be manipulated, while other
applications require that an inspection tool be manipulated.
Assembly
and inspection are traditionally labor-intensive activities. They are also
highly repetitive and usually boring. For these reasons, they are logical
candidates for robotic applications. However. assembly work typically involves
diverse and sometimes difficult tasks, often requiring adjustments to be made
in parts that don't quite fit together. A sense of feel is often required to achieve a dose
fitting of parts. Inspection work requires high precision and patience. and
human judgment is often needed to determine whether a product is within quality
specifications or not. Because of these complications in both types of work,
the application of robots has not been easy. Nevertheless, the potential
rewards are so great chat substantial efforts are being made to develop the
necessary technologies to achieve success in these applications.
Assembly.
Assembly
involves the addition of two or more parts to form a new entity, called a subassembly
(or assembly). The new subassembly is made secure by fastening two or more part,
together using mechanical fastening techniques (such as screws, nuts, and
rivets) or joining processes (e.g .. welding. brazing, soldering, or adhesive
bonding). We have already discussed robot applications in welding, which are
often considered separately from mechanical assembly applications (as we have
separated them in our (overage here).
Because
of the economic importance of assembly, automated methods are often applied.
Fixed automation (Chapter 1) is appropriate in mass production of relatively simple
products, such as pens, mechanical pencils, cigarette lighters, and garden hose
nozzles. Robots are usually at a disadvantage in these high production
situations because they cannot operate at the high speeds that fixed automated
equipment can.
The most
appealing application of industrial robots for assembly is where a mixture of
similar products or models are produced in the same work cell or assembly line.
Examples of these kinds of products include electric motors, small appliances,
and various other small mechanical and electrical products. In these instances.
the basic configuration of the different models is the same. but there are variations
in size, geometry, options, and other features. Such products are often made in
batches on manual assembly lines. However, the pressure to reduce inventories
makes mixed model assembly lines (Section 17.2) more attractive. Robots can be
used to substitute for some or all of the manual stations on these lines. what
makes robots viable in mixed model assembly is their capability to execute
programmed variations in the work cycle to accommodate different product
configurations.
Industrial
robots used for the types of assembly operations described here are typically
small. with light load capacities. An internal study at General Motors revealed
that a large proportion of assembly tasks require a robot capable of lifting
parts weighing Sib or less [7]. The most common configurations arc jointed arm,
SCARA, and Cartesian coordinate. Accuracy requirements in assembly work are
often more demanding than in other robot applications, and some of the more,
precise robots in this category have repeatabilities as dose as :B105 mm
(±O.OO2 in j, In
addition to the robot itself, the requirements of the end effector are often
demanding, The end effector may have to perform multiple functions at a single
workstation to reduce the number of robots required in the cell. These multiple
functions can include handling more than one part geometry and performing both
as a gripper and an automatic assembly tool
Inspection.
There is
often a need in automated production and assembly systems to
inspect the work that is supposed to be done. These inspections accomplish the
following functions: (1) making sure that a given process has been completed.
(2) ensuring that parts have been added in assembly as specified. and (3)
identifying flaws in raw materials and finished parts. The topic of automated
inspection is considered in more detail in Chapter 22. Our purpose here is to
identify the role played by industrial robots in inspection. Inspection tasks
performed by robots can be divided into the following two cases:
The robot
performs loading and unloading tasks to support an inspection or testing
machine. This case is really machine loading and unloading, where the machine
is an inspection machine. The robot picks parts (or assemblies) that enter the
cell, loads and unloads them to carry out the inspection process, and places
them at the cell output. In some cases. the inspection may result in parts
sortation that must be accomplished by the robot. Depending on the quality
level, the robot places the parts in different containers or on different exit
conveyors,
The robot
manipulates an inspection device. such as a mechanical probe, to test the
product. This case is similar to a processing operation in which the end
effector attached to the robot's wrist is the
inspection probe. To perform the process, the part must be presented at the
workstation in the correct position and orientation, and the robot manipulates
the inspection device as required.
Related Topics