Chapter: Mechanical : Manufacturing Technology : Metal Joining Process
Gas welding
GAS WELDING
Sound weld is obtained by selecting proper size of flame, filler material and method of
moving torch
The temperature generated during the process is 33000c.
When the metal is fused, oxygen from the atmosphere and the torch combines with molten metal and forms oxides, results defective weld
Fluxes are added to the welded metal to remove oxides
Common fluxes used are made of sodium, potassium. Lithium and borax. Flux can be applied as paste, powder, liquid. solid coating or gas.
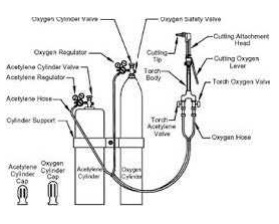
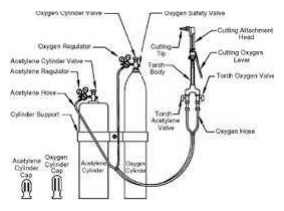
1GAS WELDING EQUIPMENT
1. Gas Cylinders Pressure
Oxygen – 125 kg/cm2 Acetylene – 16 kg/cm2
2. Regulators
Working pressure of oxygen 1 kg/cm2 Working pressure of acetylene 0.15 kg/cm2
Working pressure varies depends upon the thickness of the work pieces welded.
3. Pressure Gauges
4. Hoses
5. Welding torch
6. Check valve
7. Non return valve
2FLAMES PRODUCED DURING GAS WELDING
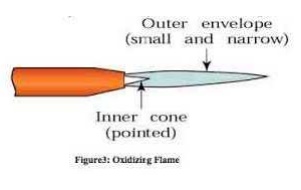
Three basic types of oxyacetylene flames used in oxyfuel-gas welding and cutting operations:
(a) neutral flame; (b) oxidizing flame; (c) carburizing, or reducing flame.
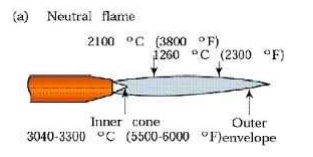
Addition of more oxygen give a bright whitish cone surrounded by the transparent
blue envelope is called Neutral flame (It has a balance of fuel gas and oxygen) (32000c)
• Used for welding steels, aluminium, copper and cast iron
oxygen give a bright whitish cone surrounded by the transparent
blue envelope is called Neutral flame (It has a balance of fuel gas and oxygen) (32000c)
• Used for welding steels, Aluminium, copper and cast iron.
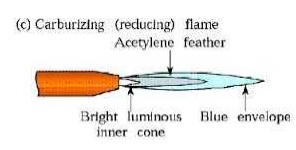
Oxygen is turned on, flame immediately changes into a long white inner area (Feather)
surrounded by a transparent blue envelope is called Carburizing flame (30000c)
Advantages of Gas welding.
1.Simple Equipment 2.Portable 3.Inexpensive
4.Easy for maintenance and repair
Disadvantages Of Gas welding
1.Limited power Density 2.Very low welding speed.
3.High total heat input per unit length 4.Large Heat affected Zone
5.Severe Distortion
6.Not recommended for welding reactive metals such as titanium and Zirconium.
Difference between Gas Welding and Arc Welding
GAS WELDING
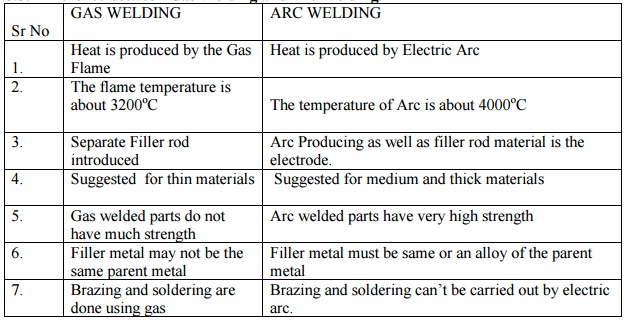
1. Heat is produced by the Gas Flame
2. The Flame temperature is about 3200oC
3. Separate Filler rod introduced
4. Suggested for thin materials
5. Gas welded parts do not have much strength
6. Filler metal may not be the same parent metal
7. Brazing and soldering are done using gas
ARC WELDING
1. Heat is produced by Electric Arc
2. The temperature of Arc is about 4000oC
3. Arc Producing as well as filler rod material is the electrode.
4. Suggested for medium and thick materials
5. Arc welded parts have very high strength
6. Filler metal must be same or an alloy of the parent metal
7. Brazing and soldering can’t be carried out by electric arc.
Related Topics