Chapter: Modern Analytical Chemistry: Uality Assurance
Evaluating Quality Assurance Data: Performance-Based Approach
Performance-Based Approach
In a performance-based approach to quality
assurance, a laboratory is free to use
its experience to determine the best way to gather
and monitor quality
assessment data. The quality
assessment methods remain
the same (duplicate samples, blanks, standards,
and spike recoveries) since they provide the necessary information
about precision and bias. What the laboratory can control, however,
is the fre- quency with which
quality assessment samples
are analyzed, and
the conditions in- dicating when an analytical system is no longer in a state
of statistical control.
Fur- thermore, a performance-based approach to quality
assessment allows a laboratory
to determine if an analytical system is in danger of drifting out
of statistical con- trol. Corrective measures are
then taken before
further problems develop.
The principal tool for performance-based quality assessment is the control
chart. In a control chart
the results from the analysis
of quality assessment samples are plotted in the order
in which they
are collected, providing a continuous record of the statistical state
of the analytical system. Quality
assessment data collected over time can be summarized by a mean value and a standard
deviation. The fundamen- tal assumption behind the use of a control
chart is that quality assessment data will show only random variations around the mean value when the analytical system is in statistical control. When an analytical system
moves out of statistical control, the quality assessment data is influenced by additional sources
of error, increasing the standard deviation or changing the
mean value.
Control charts were originally developed in the 1920s as a
quality assurance tool for the
control of manufactured products.11 Two types
of control charts
are commonly used in quality assurance: a property control
chart in which
results for single measurements, or the means
for several replicate measurements, are plotted sequentially; and a precision control chart in which ranges
or standard deviations are plotted sequentially. In either case,
the control chart
consists of a line represent- ing the mean value
for the measured
property or the precision, and two or more
boundary lines whose
positions are determined by the precision of the measure- ment process. The position
of the data points about the boundary
lines determines whether the system is in statistical control.
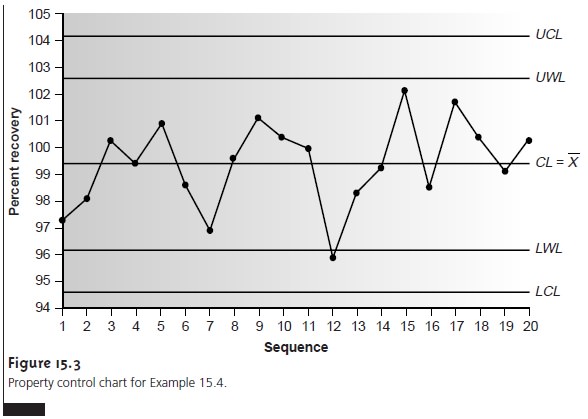
Construction of Property Control Charts
The simplest form for a property control chart is a sequence
of points, each of which
represents a single
determination of the property being monitored. To construct the control chart, it is first necessary
to de- termine the mean value of the property and the standard
deviation for its measure-
ment. These statistical values are determined using
a minimum of 7 to 15 samples (although 30 or more samples are desirable), obtained
while the system is known to
be under statistical control. The center line (CL) of the control chart
is determined by the average of these n points
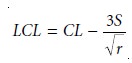
The positions of the boundary
lines are determined by the standard
deviation, S, of
the points used to determine the central line
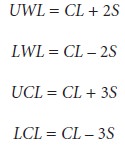
with the upper
and lower warning
limits (UWL and LWL), and the upper
and lower control limits (UCL and LCL) given by
Property control charts can also be constructed using points
that are the mean value, X–i, for a set of r replicate
determinations on a single sample. The mean for the
ith sample is given by
where Xij
is the jth replicate. The center line
for the control chart, therefore, is
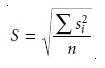
To determine the standard deviation for the warning
and control limits,
it is neces- sary to calculate the variance for each sample,
s i 2.
The overall standard
deviation, S, is the square root of the average variance
for the samples used to establish the control plot.
Finally, the resulting warning and control limits are

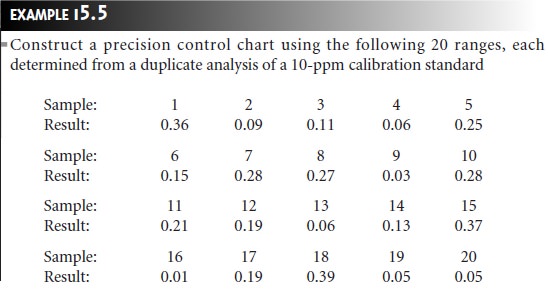
Constructing a Precision Control Chart
The most common
measure of precision used in constructing a precision control
chart is the range, R, between the largest and smallest results for a set of j replicate analyses on a sample.
R = Xlarge –
Xsmall
To construct the control chart,
ranges for a minimum of 15–20 samples
(prefer- ably 30 or more samples)
are obtained while the system is known to be in statistical control.
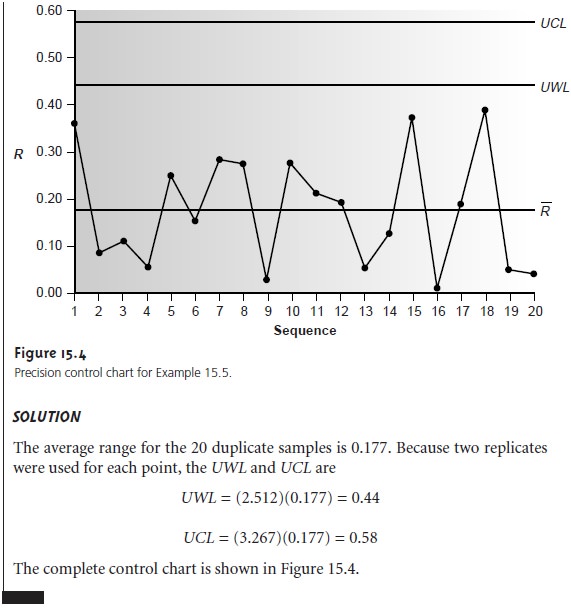
The line for the average range, R’ , is
determined by the mean of thesen samples

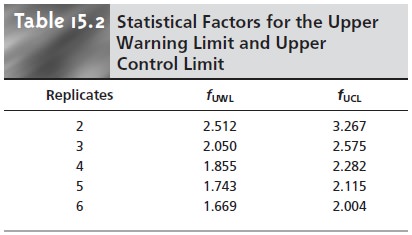
The upper control line and the upper warning line are given by
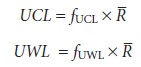
where fUCL and fUWL (Table 15.2) are
statistical factors determined by the number of replicates used to determine the range. Because
the range always is greater
than or equal to zero, there
is no lower control limit
or lower warning
limit.
The precision control
chart is strictly
valid only for the replicate analysis of
identical samples, such
as a calibration standard or a standard reference material. Its use
for the analysis of nonidentical samples, such as a series of clinical
or environ- mental samples, is complicated by the fact
that the range
usually is not
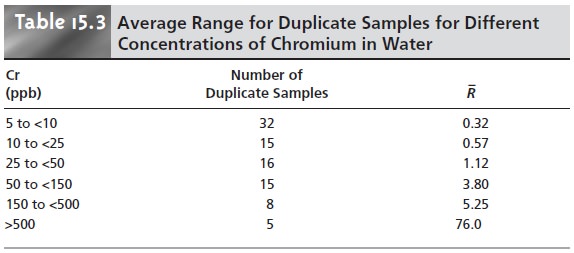
independent of the magnitude of Xlarge and Xsmall. For example, Table
15.3 shows the relationship10 between R and the concentration of chromium in water.
Clearly the significant difference in the average range
for these concentrations of Cr makes
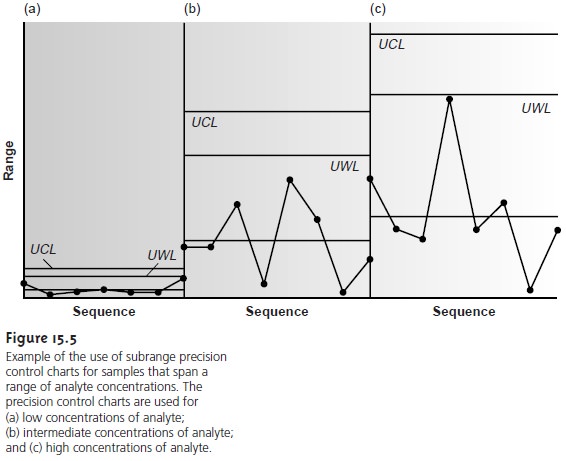
a single preci- sion control chart impossible. One solution to this problem
is to prepare separateprecision
control charts, each of which covers a range of concentrations for which R is
approximately constant (Figure 15.5).
Interpreting Control Charts
The purpose of a control chart is to determine if a sys- tem is in statistical control. This determination is made by examining the location of individual points in relation to the warning limits and the control limits, and the distribution of the points around the central line. If we assume that the data are normally distributed, then the probability of finding a point at any distance from the mean value can be determined from the normal distribution curve. The upper and lower control limits for a property control chart, for example, are set to ±3S, which, if S is a good approximation for σ, includes 99.74% of the data. The proba- bility that a point will fall outside the UCL or LCL, therefore, is only 0.26%.
The most likely explanation when a point
exceeds a control
limit is that a systematic error has occurred or that the
precision of the
measurement process has
deterio- rated. In either
case the system
is assumed to be out
of statistical control.
Rule 1. A system is considered to be out of statistical control if any single point exceeds either the UCL or
the LCL.
The upper and lower warning
limits, which are located at ±2S, should only be ex- ceeded by 5% of the data;
thus
Rule 2. A system is considered to be out
of statistical control
if two out
of three consecutive points
are between the UWL and UCL or
between the LWL and LCL.
When a system
is in statistical control, the
data points should
be randomly dis- tributed about the center
line. The presence
of an unlikely pattern in the data is an- other indication that a system is no longer
in statistical control.4,12 Thus,
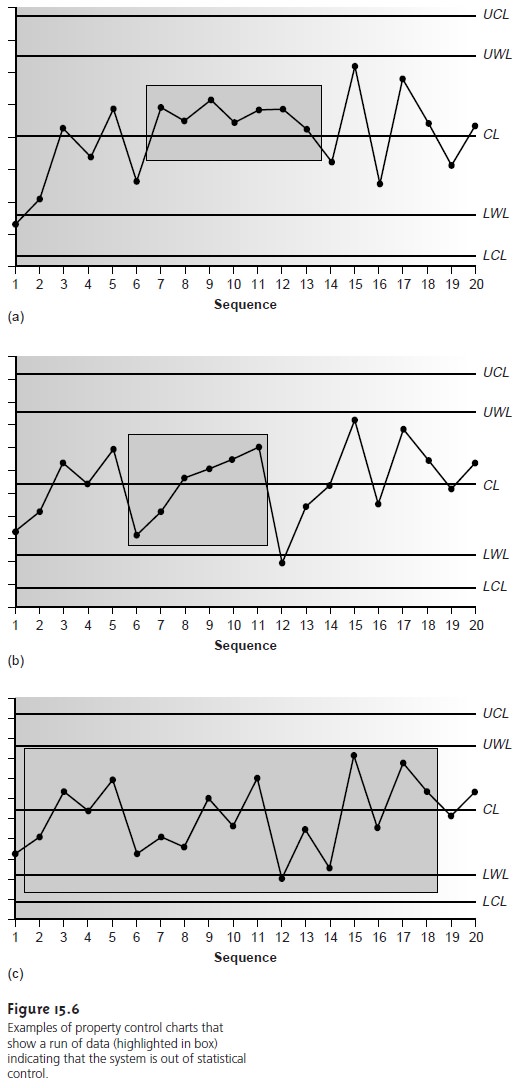
Rule 3. A system is considered to be out
of statistical control
if a run of seven consecutive points is completely above or completely below the center
line (Figure 15.6a).
Rule 4. A system is considered to be out of statistical control if six consecutive
points are all increasing in value or all decreasing in value (Figure
15.6b). The points may be on either side of the center line.
Rule 5. A system is considered to be out
of statistical control
if 14 consecutive points alternate up and down in value (Figure 15.6c).
The points may be on either
side of the center line.
Rule 6. A system is considered to be out of statistical control if any obvious
“nonrandom” pattern is observed.
The same rules
apply to precision control charts with the exception that there are no
lower warning and lower control
limits.
Using Control Charts for Quality Assurance
Control charts play an important role in a performance-based program of quality
assurance because they provide an easily interpreted picture of the statistical state of an analytical system. Quality assessment
samples such as blanks, standards, and spike recoveries can be monitored with prop-
erty control charts.
A precision control
chart can be used to monitor
duplicate samples.
The first step in using
a control chart
for quality assurance is to determine the mean value and the standard
deviation (except when using the range) for the quality assessment data while the system
is under statistical control. These values must be es- tablished under the same conditions that will be present
during the normal
use of the control chart.
Thus, preliminary data should be randomly collected throughout the day, as well as over several days, to account
for short-term and long-term variability.
The preliminary data are used to construct an initial control
chart, and discrepant points are
determined using the
rules discussed in the previous section. Questionable
points are dropped, and the control chart is replotted. As the control chart is used, it may
become apparent that the
original limits need adjusting. Control limits can
be re- calculated if the
number of new data points is at least equivalent to the amount of data used
to construct the original control
chart. For example,
if 15 points were initially
used, the limits
can be reevaluated after 15 additional points
are collected. The 30 points are
pooled together to calculate
the new limits. A second
modification can
be made after a further
30 points have been collected. Another indication that a control chart needs to be modified is when points
rarely exceed the warning
limits. In this case the
new limits can be recalculated using the last 20 points.
Once a control
chart is in use, new quality assessment data should be added
at a rate sufficient to ensure that the system remains in statistical control. As with prescriptive approaches to quality assurance, when a quality
assessment sample is found to be out
of statistical control, all samples analyzed since the last successful verification of
statistical control must be reanalyzed. The advantage of a performance-based approach to quality assurance is that a laboratory may
use its experience, guided by control charts,
to determine the frequency for collect-
ing quality assessment
samples. When the system is stable, quality assessment
samples can be acquired less frequently.
Related Topics