Chapter: Civil : Railway Airport Harbour Engineering : Railway Engineering : Points and Crossings
Reconditioning of Worn Out Railway Crossings
Reconditioning of Worn Out Crossings
Generally, noses of crossings and
wing rails ungergo the maximum amount of wear in a turnout. The limiting wear
for a crossing is 10 mm, after which it is required to be replaced. A worn out
crossing is generally reconditioned at the stage when the wear is only 6 mm
(1/4"). In the case of tongue rails, the limit of vertical wear for 52-kg
and 90 R rails is 6 mm (1/4") and that of lateral wear is 8 mm. Similarly,
the limit of vertical wear for 60 R and 75 R rails is 6 mm and that of lateral
wear is 5 mm. Normally gas welding is adopted to recondition crossings at the
site itself. The sequence of operation is as follows.
1. An
advance party carries out the preliminary work in which complete and detailed
attention is paid to the turnout including through packing, replacement of worn
out fittings, tightening of fittings, squaring, spacing of sleepers, etc.
2. Both the
vertical and side wear are measured with the help of an 1.8-m straight edge.
The area where welding is to be done is cleaned, and burns, etc., are removed
using chalk.
3. The
surfaces to be welded are also cleaned, and burns, etc. are removed using
chisels.
4. Welding
is done with the help of an oxyacetylene flame using suitable welding rods
after pre-heating the surface for about 5 minutes. When the section is built up
to the thickness required, the deposit metal is hammered to make a uniform
level surface. The prepared surface is then checked with the help of a straight
edge.
5. A caution
order is sent out while the work is in progress and no speed restriction is
necessary.
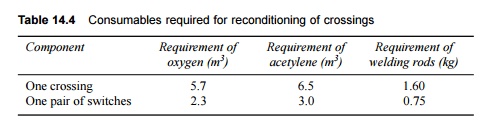
6. One
welding party consisting of one permanent way mistry (craftsman), two welders,
and six khalasis (labourers) including lookout men can weld one crossing or two
pairs of switches every working day. The consumable items required for
reconditioning work are ilsted in Table 14.4.
Table
14.4 Consumables
required for reconditioning of crossings
Related Topics