Chapter: Automation, Production Systems, and Computer Integrated Manufacturing : Manufacturing Operations
Manufacturing Operations: Processing and Assembly Operations
MANUFACTURING OPERATIONS
There are certain basic activities that must be
carried out in a factory to convert raw materials into finished products.
Limiting our scope to a plant engaged in making discrete products, the factory
activities are: (1) processing and assembly operations, (2) material handling,
(3) inspection and test, and (4) coordination and control.
The first three activities
are the physical activities that “touch” the product as it is being made.
Processing and assembly operations alter the geometry, properties, and/or
appearance of the work unit. They add value to the product. The product must be
moved from one operation to the next in the manufacturing sequence, and it must
be inspected and/or tested to insure high quality. It is sometimes argued that
these material handling and inspection activities not add value to the product.
However, our viewpoint is that value is added through the totality of
manufacturing operations performed on the product. Unnecessary operations,
whether they are processing, assembly, material handling, or inspection, must
be eliminated from the sequence of steps performed to complete a given product.
1
Processing and Assembly Operations
Manufacturing processes can be divided into two
basic types: (1) processing operations and (2) assembly operations. A processing operation transforms a work
material from one state of completion to a more advanced state that is closer
to the final desired part or product. It adds value by changing the geometry,
properties, or appearance of the starting material. In general, processing
operations are performed on discrete workparts, but some processing operations
are also applicable to assembled items, for example, painting a welded sheet
metal car body. An assembly operation
joins two or more components to create a new entity, which is called an
assembly, subassembly, or some other term that refers to the specific joining
process.
Processing
Operations. A processing
operation uses energy to alter a workpart’s shape, physical properties, or appearance to add value to the
material. The forms of energy include mechanical, thermal, electrical, and
chemical. The energy is applied in a controlled way by means of machinery and
tooling. Human energy may also be required, but human workers are generally
employed to control the machines, to oversee the operations, and to load and
unload parts before and after each cycle of operation. A general model of a
processing operation is illustrated in Figure 2.1(a). Material is fed into the
process, energy is applied by the machinery and tooling to transform the
material, and the completed workpart exits the process. As shown in our model,
most production operations produce waste or scrap, either as a natural
byproduct of the process (e.g., removing material as in machining) or in the
form of occasional defective pieces. An important objective in manufacturing is
to reduce waste in either of these forms.
More than one processing
operation are usually required to transform the starting material into final
form. The operations are performed in the particular sequence to achieve the
geometry and/or condition defined by the design specification.
Three categories of processing operations are
distinguished: (1) shaping operations,
(2) property–enhancing operations, and (3)
surface processing operations. Shaping
operations apply mechanical force or heat or other forms and combinations
of energy to effect a change in
geometry of the work material.There are various ways to classify these
processes. The classification used here is based on the state of the starting
material, by which we have four categories:
1. Solidification
processes. The
important processes in this category are
casting (for metals) and molding (for plastics and glasses), in
which the starting material is a heated liquid or semifluid, in which state it
can be poured or otherwise forced to flow into a mold cavity where it cools and
solidifies, taking a solid shape that is the same as the cavity.
2. Particulate
processing. The starting material is a
powder. The common technique involves pressing
the powders in a die cavity under high pressure to cause the powders to take
the shape of the cavity. However, the compacted workpart lacks sufficient
strength for any useful application. To increase strength, the part is then sintered— heated to a temperature below
the melting point, which causes the individual particles to bond together. Both
metals (powder metallurgy) and ceramics can be formed by particulate
processing.
Deformation
processes. In most cases, the starting
material is a ductile metal that is shaped
by applying stresses that exceed the metal’s yield strength. To increase
ductility, the metal is often heated prior to forming. Deformation processes
include forg ing, extrusion, and rolling.Also
included in this category are sheet metal processes such as drawing, forming, and bending.
4. Material
removal processes. The
starting material is solid (commonly a metal, ductile or brittle), from which excess material is removed from the
starting workpiece so that the resulting part has the desired geometry. Most
important in this category are machining operations
such as turning, drilling, and milling,
accomplished using cutting tools that
are harder and stronger than the work metal. Grinding is another common process in this category, in which an
abrasive grinding wheel is used to remove material. Other material removal
processes are known as nontraditional
processes because they do not use traditional cutting and grinding tools.
Instead, they are based on lasers, electron beams, chemical erosion, electric
discharge, or electrochemical energy.
Property–enhancing operations are designed to improve mechanical or physical properties of the
work material. The most important property–enhancing operations involve heat treatments,
which include various temperatureinduced strengthening and/or toughening processes for metals and glasses. Sintering of powdered metals and ceramics,
mentioned previously, is also a heat treatment, which strengthens a pressed
powder workpart. Propertyenhancing operations do not alter part shape, except
unintentionally in some cases, for example, warping of a metal part during heat
treatment or shrinkage of a ceramic part during sintering.
Surface processing operations include: (1) cleaning, (2) surface treatments, and (3) coating and thin film deposition
processes. Cleaning includes both
chemical and mechanical processes to remove dirt, oil, and other contaminants
from the surface. Surface treatments include
mechanical working, such as shot peening and sand blasting, and physical processes, like diffusion and ion
implantation. Coating and thin film deposition processes apply a
coating of material to the exterior surface of the workpart. Common coating
processes include electroplating, anodizing of aluminum, and organic coating (call it painting). Thin film deposition processes include physical vapor deposition and chemical vapor deposition to form
extremely thin coatings of various substances. Several surface processing
operations have been adapted to fabricate semiconductor materials (most
commonly silicon) into integrated circuits for microelectronics. These
processes include chemical vapor deposition, physical vapor deposition, and
oxidation. They are applied to very localized areas on the surface of a thin
wafer of silicon (or other semiconductor material) to create the microscopic
circuit.
3. Assembly Operations. The second basic type of manufacturing
operation is assembly, in which two or more separate parts are joined to form a
new entity. Components of the new entity are connected together either
permanently or semipermanently. Permanent joining processes include welding, brazing, soldering, and adhesive bonding. They combine parts by
forming a joint that cannot be easily disconnected. Mechanical assembly methods are available to fasten two (or more)
parts together in a joint that can be conveniently disassembled. The use of threaded fasteners (e.g., screws, bolts,
nuts) are important traditional methods in this category. Other mechanical
assembly techniques that form a permanent connection include rivets, press fitting, and expansion
fits. Special assembly methods are used in electronics. Some of the methods
are identical to or adaptations of the above techniques. For example, soldering
is widely used in electronics assembly. Electronics assembly is concerned
primarily with the assembly of components (e.g., integrated circuit packages)
to printed circuit boards to produce the complex circuits used in so many of
today’s products.
2 Other
Factory Operations
Other activities that must be performed in the
factory include material handling and storage, inspection and testing, and
coordination and control.
Material
Handling and Storage. A means
of moving and storing materials between processing and/or assembly operations
is usually required. In most manufacturing plants, materials spend more time
being moved and stored than being processed. In some cases, the majority of the
labor cost in the factory is consumed in handling, moving, and storing
materials. It is important that this function be carried out as efficiently as
possible. In Part II of our book, we consider the material handling and storage
technologies that are used in factory operations.
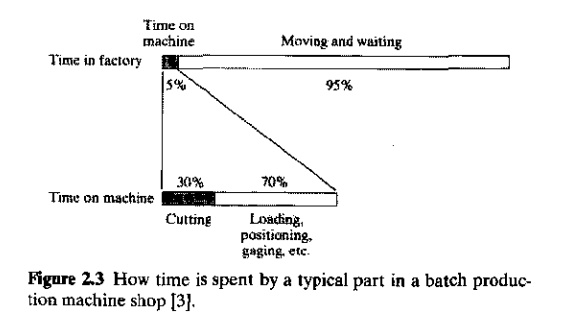
Eugene Merchant, an advocate
and spokesman for the machine tool industry for many years, observed that
materials in a typical metal machining batch factory or job shop spend more
time waiting or being moved than in processing [3]. His observation is illustrated
in Figure 2.3. About 95% of a part’s time is spent either moving or waiting
(temporary storage). Only 5% of its time is spent on the machine tool. Of this
5%, less than 30% of the time on the machine (1.5% of the total time of the
part) is time during which actual cutting is taking place. The remaining 70%
(3.5% of the total) is required for loading and unloading, part handling and
positioning, tool positioning, gaging, and other elements of nonprocessing
time. These time proportions provide evidence of the significance of material
handling and storage in a typical factory.
Inspection
and Test. Inspection and test are
quality control activities. The purpose of inspection
is to determine whether the manufactured product meets the established design
standards and specifications. For example, inspection examines whether the
actual dimensions of a mechanical part are within the tolerances indicated on
the engineering drawing for the part. Testing
is generally concerned with the functional specifications of the final product
rather than with the individual parts that go into the product. For example,
final testing of the product ensures that it functions and operates in the
manner specified by the product designer. In Part IV of this text, we examine
the inspection and testing function.
Coordination
and Control. Coordination
and control in manufacturing includes both the regulation of individual processing and assembly
operations as well as the management of plant level activities. Control at the
process level involves the achievement of certain performance objectives by
properly manipulating the inputs and other parameters of the process. Control
at the process level is discussed in Part I of the book.
Control at the plant level
includes effective use of labor, maintenance of the equipment, moving materials
in the factory, controlling inventory, shipping products of good quality on
schedule, and keeping plant operating costs at a minimum possible level..The
manufacturing control function at the plant level represents the major point of
intersection between the physical operations in the factory and the information
processing activities that occur in production. We discuss many of these plant
and enterprise level control functions in Parts IV and V.
Related Topics