Chapter: Civil : Prefabricated Structures : Introduction
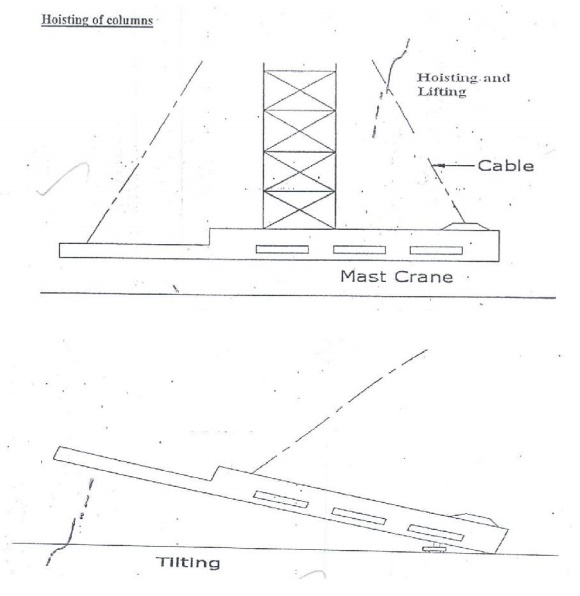
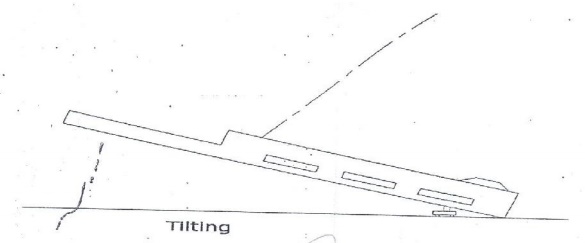
Hosting of Columns
Hosting
of Columns:
The hoisting machine for small
column is less than five tones. First of all pick up gear must be assembled on
to the column and the column is then under pinned.
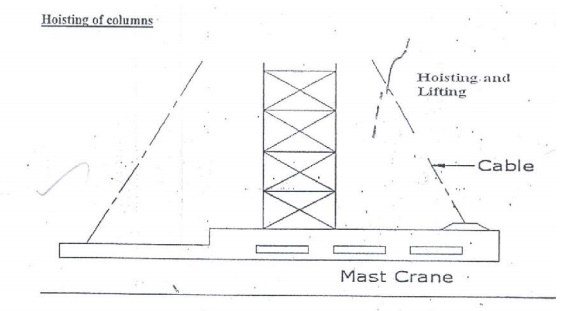
Thereafter the column is lowered
temporarily on to a sheep shoe assembled at the foot and the roller track is
pushed under the shoe. When column is hoisted the pick up points moves
vertically and bottom resting on the roller tracks shifts towards the footing.
When the column is lifted to the required height, the retaining cable is used
to decrease and finally stop the swinging motion of the column.
The
hoisting and fixing up of the beams:
1. Pick up
and hoisting
Beams in general are liftedat two points depending on the
weight and dimmensioons as well as the load bearing capacity of hoisting
machines. The hoisting grider which is heavy to a great can be executed with
hydraulic jacks. The jacks are lowered and the beam is placed to the required
position to the column.
Suspension:
For lifting up of trusse and
large beams of length 25-30m. care is taken to lift the rocker in uniform rate
with two hoisting machines otherwise the beams would be subjected to distortion
during the lifting leading to cracks.
Methods of prefabrication:
Site prefabrication- for large prefabricates
Plant prefabrication- large scale production
Site prefabrication:
1. The RC
members are produced t the site in the open air chiefly in the open air or in
the temporary sheds
2. The
difficulties in construction in general are felt in this mechanization can
case.
3. Mechanization
can not be of such high degree as site PF is done for smaller duration of time.
4. When the
pre fabricates are of large size it is difficult to transport the pre
fabricates to the site.
5. In
comparison with plant prefabrication transportation of the members are not
needed. As large members are not transported the design and weight of the
prefabricates are not limited.
![]() Plant prefabrication
Plant prefabrication
1. The
members produced are to be transported t the place of costruction this accounts
for about 10-15% of the cost of production and assembling.
2. Certain
restriction is made in the dimension of prefabrication leading to restrainst in
the design and development of prefabrication.
3. Prefabrication
is appropriate for mass production for manufacture of standaridized members.
4. Needs costy materials for batching and production.
5. This
method is most suited in the case of small prefabricates which are to be
prefabricated in very large number.
Plantt prefabrication is done under permanent plant or
factories. It is done under the covered roof so the effect of weather does not
affect the work. So the quality and strength of the members can be improved
considerably. Plant prefabrication reduces the cost of prefabrication if the
number of prefabricate needed is more.
Dimensions
of prefabricate:
There are
3 commonly known dimension for the prefabricates.
1. The
design of the errectio dimension governing the dimensional coordination of the
prefabricates.
2. Theoretical
dimension
3. The
actual dimension of the element when delivered the design dimension should be a
multiple of abasic module size m or of a module lmp.
Production of prefabricates:
Production techniques involved are
1. Stand
method
2. Conveyor
method or line method
3. Aggregate
method
Stand Method:
In this method, the
prefabrication mature where they are moulded while the production teams moves
to successive stands. The bed on whih prefabricates are cast may be fixed or
movable. Tilting forms are often uused and in tthis method steam curing is
generally done.
Conveyor belt method:
The whole
production is split up in to series operations carried out at separate
successive and permanent points served by specialized teams. The movement of
the mould or prefabricate one point to other vary by means of conveyor belt
trolleys.
The rigid steel forms are
assembled at station 1 where they are mould oil to reduce the adhesion of
concrete.The conveyor moves fron 1 to 2 where prestressing wires are fixed
& in the next station anchoring of the wires is carried out. The prepared
mould is then carried to the station 1ie casting station.After casting ,it is
shifted to the vibrating table & finally stacked @ station 5 for setting.
After that,it is passed through
tunnel autoclave for curing.After steam curing move too station 7 for
demoulding & is finally stacked @ 8.
Aggregate method:
In the aggregate method,aggregate
describes large complex permanently installed machines & mechanical
appliances which carry out most of the separate operations involved in the
casting of the concrete composition.The stand is operated by a permanent team
& the only move the prefabricate makes is to the maturing point.
Aggregate method is used in the
production of multi duct hollow floor pannel in Poland.At production point the
reinforcement is fixed in the form & remote controlled
aggregate(machine)inserts the duct formers,cast& vibrates the
concrete,floats @ the top of the floor.The prepared prefabricate then move to
the autoclave chamber in which hardening of concreteis accelerate.In many
factories combined technology are employed when complex prefabricate are
required.
Advantages:
1.The stand technique is the most
flexible one.It is used in varying degrees of mechanization,in all kinds of
prefabricate factories.
2.It is
simple & less capital is required.It can be used for field prefabricate
also.
3.Aggregate
method is used for large scale productionin which case number of machineries is
required.
Related Topics