Chapter: Automation, Production Systems, and Computer Integrated Manufacturing : Introduction
Automation Principles and Strategies
AUTOMATION PRINCIPLES AND STRATEGIES
The
preceding discussion leads us to conclude that automation is not always the
right answer for a given production situation. A certain caution and respect
must be observed in applying automation technologies. In this section, we offer
three approaches for dealing with automation projects:2 (1) the USA
Principle, (2) the Ten Strategies for Automation and Production Systems, and
(3) an Automation Migration Strategy.
1.USA
Principle
The USA
Principle is a common sense approach to automation projects. Similar procedures
have been suggested in the manufacturing and automation trade literature, but
none has a more captivating title than this one. USA stands for:
1. Understand the existing process
2. Simplify the process
3. Automate the process.
A
statement of the USA principle appeared in an APICS3 article [4].
The article was concerned with implementation of enterprise resource planning
(ERP, Section 26.6), but the USA approach is so general that it is applicable
to nearly any automation project. Going through each step of the procedure for
an automation project may in fact reveal that simplifying the process is
sufficient and automation is not necessary.
Understand the Existing Process. The obvious purpose of the first step in the
USA approach is to comprehend the current process
in all of its details. What are the inputs? What are the outputs? What exactly
happens to the work unit between input and output? What is the function of the
process? How does it add value to the product? What are the upstream and
downstream operations in the production sequence, and can they be combined with
the process under consideration?
Some of the basic charting tools used in methods analysis are useful in
this regard,such as the operation process chart and the flow process chart [5].
Application of these tools to the existing process provides a model of the
process that can be analyzed and searched for weaknesses (and strengths). The
number of steps in the process, the number and placement of inspections, the
number of moves and delays experienced by the work unit, and the time spent in
storage can be ascertained by these charting techniques.
Mathematical models of the process may also be useful to indicate
relationships between input parameters and output variables. What are the
important output variables? How are these output variables affected by inputs
to the process, such as raw material properties, process settings, operating
parameters, and environmental conditions? This information may be valuable in
identifying what output variables need to be measured for feedback purposes and
in formulating algorithms for automatic process control.
Simplify the Process. Once the existing process is
understood, then the search can begin for ways to simplify.
This often involves a checklist of questions about the existing process. What
is the purpose of this step or this transport? Is this step necessary? Can this
step be eliminated? Is the most appropriate technology being used in this step?
How can this step be simplified? Are there unnecessary steps in the process
that might be eliminated without detracting from function?
Some of the ten strategies of automation and production systems (Section
1.5.2) are applicable to try to simplify the process. Can steps be combined?
Can steps be performed simultaneously? Can steps be integrated into a manually
operated production line?
Automate the Process. Once the process has been reduced
to its simplest form, then automation can be
considered. The possible forms of automation include those listed in the ten
strategies discussed in the following section. An automation migration strategy
(Section 1.5.3) might be implemented for a new product that has not yet proven
itself.
2.Ten
Strategies for Automation and Production
Systems
Following
the USA Principle is a good first step in any automation project. As suggested
previously, it may turn out that automation of the process is unnecessary or
cannot be cost justified after it has been simplified.
If automation seems a feasible solution to improving productivity,
quality, or other measure of performance, then the following ten strategies
provide a road map to search for these improvements. These ten strategies were
first published in my first book.4 They seem as relevant and
appropriate today as they did in 1980. We refer to them as strategies for
automation and production systems because some of them are applicable whether
the process is a candidate for automation or just for simplification.
Specialization
of operations. The first strategy involves the use of
special—purpose equipment designed to
perform one operation with the greatest possible efficiency. This is analogous
to the concept of labor specialization, which is employed to improve labor
productivity.
2. Combined operations.
Production occurs as a sequence of operations. Complex parts may require dozens, or even hundreds,
of processing steps. The strategy of combined operations involves reducing the
number of distinct production machines or workstations through which the part
must be routed. This is accomplished by performing more than one operation at a
given machine, thereby reducing the number of separate machines needed. Since
each machine typically involves a setup, setup time can usually be saved as a
consequence of this strategy. Material handling effort and nonoperation time
are also reduced. Manufacturing lead time is reduced for better customer
service.
3. Simultaneous operations. A
logical extension of the combined operations strategy is to simultaneously perform the operations that are combined at one
workstation. In effect, two or more processing (or assembly) operations are
being performed simultaneously on the same workpart, thus reducing total
processing time.
4. Integration of operations.Another strategy
is to link several workstations together into a single integrated mechanism, using automated work handling
devices to transfer parts between stations. In effect, this reduces the number
of separate machines through which the product must be scheduled. With more
than one workstation, several parts can be processed simultaneously, thereby
increasing the overall output of the system.
5. Increased flexibility. This
strategy attempts to achieve maximum utilization of equipment for job shop and
medium volume situations by using the same equipment for a variety of parts or
products. It involves the use of the flexible automation concepts (Section
1.3.1). Prime objectives are to reduce setup time and programming time for the
production machine. This normally translates into lower manufacturing lead time
and less workinprocess.
6. Improved material handling and storage. A great
opportunity for reducing nonproductive time exists in the use of automated
material handling and storage systems.Typical benefits include reduced
workinprocess and shorter manufacturing lead times.
7. Online inspection. Inspection for quality of work
is traditionally performed after the process
is completed. This means that any poor quality product has already been
produced by the time it is inspected. Incorporating inspection into the
manufacturing process permits corrections to the process as the product is
being made. This reduces scrap and brings the overall quality of product closer
to the nominal specifications intended by the designer.
8. Process control and optimization. This
includes a wide range of control schemes intended to operate the individual
processes and associated equipment more efficiently. By this strategy, the
individual process times can be reduced and product quality improved.
9. Plant operations control. Whereas
the previous strategy was concerned with the control of the individual
manufacturing process, this strategy is concerned with control at the plant
level. It attempts to manage and coordinate the aggregate operations in the
plant more efficiently. Its implementation usually involves a high level of
computer networking within the factory.
10.
Computerintegrated
manufacturing (CIM). Taking the previous strategy one level higher, we have the integration of
factory operations with engineering design and the business functions of the
firm. CIM involves extensive use of computer applications, computer data bases,
and computer networking throughout the enterprise.
The ten
strategies constitute a checklist of the possibilities for improving the
production system through automation or simplification. They should not be
considered as mutually exclusive. For most situations, multiple strategies can
be implemented in one improvement project.
3
Automation Migration Strategy
Owing to
competitive pressures in the marketplace, a company often needs to introduce a
new product in the shortest possible time. As mentioned previously, the easiest
and least expensive way to accomplish this objective is to design a manual
production method, using a sequence of workstations operating independently.
The tooling for a manual method can be fabricated quickly and at low cost. If
more than a single set of workstations is required to make the product in
sufficient quantities, as is often the case, then the manual cell is replicated
as many times as needed to meet demand. If the product turns out to be
successful, and high future demand is anticipated, then it makes sense for the
company to automate production. The improvements are often carried out in phases.
Many companies have an automation
migration strategy, that is, a formalized plan for evolving the
manufacturing systems used to produce new products as demand grows. A typical
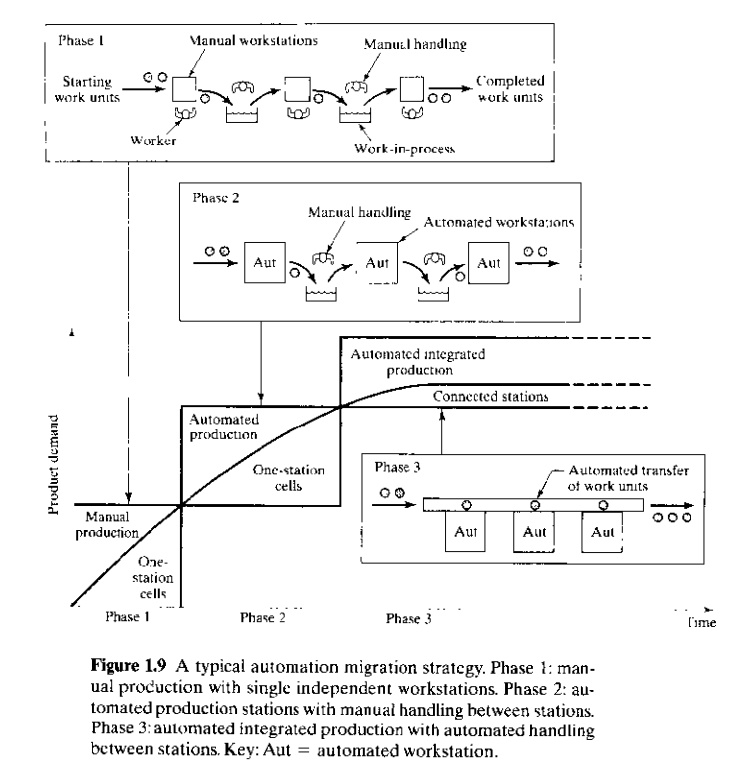
automation migration strategy is the following:
Phase 1: Manual
production using single station manned cells operating independently. This
is used for introduction of the new product for reasons already mentioned:
quick and low cost tooling to get started.
Phase 2: Automated
production using single station automated cells operating independently. As
demand for the product grows, and it becomes clear that automation can be
justified, then the single stations are automated to reduce labor and increase
production rate. Work units are still moved between workstations manually.
Phase 3: Automated
integrated production using a multistation automated system with serial
operations and automated transfer of work units between stations. When the
company is certain that the product will be produced in mass quantities and for
several years, then integration of the single station automated cells is
warranted to further reduce labor and increase production rate.
This
strategy is illustrated in Figure 1.9. Details of the automation migration
strategy vary from company to company, depending on the types of products they
make and the manufacturing processes they perform. But wellmanaged
manufacturing companies have policies like the automation migration strategy.
Advantages of such a strategy include:
• It allows
introduction of the new product in the shortest possible time, since production
cells based on manual workstations are the easiest to design and implement.
• It allows
automation to be introduced gradually (in planned phases), as demand for the
product grows, engineering changes in the product are made, and time is allowed
to do a thorough design job on the automated manufacturing system.
It avoids the commitment to a high level of
automation from the start, since there is always a risk that demand for the
product will not justify it.
Related Topics