Chapter: Automation, Production Systems, and Computer Integrated Manufacturing : Introduction
Production System Facilities
PRODUCTION SYSTEM FACILITIES
The facilities in the production system are
the factory, production machines and tooling, material handling equipment,
inspection equipment, and the computer systems that control the manufacturing
operations. Facilities also include the plant
layout, which is the way the equipment is physically arranged in the
factory. The equipment is usually arranged into logical groupings, and we refer
to these equipment arrangements and the workers who operate them as the manufacturing systems in the factory.
Manufacturing systems can be individual work cells, consisting of a single
production machine and worker assigned to that machine. We more commonly think
of manufacturing systems as groups of machines and workers, for example, a
production line. The manufacturing systems come in direct physical contact with
the parts and/or assemblies being made. They “touch” the product.
A
manufacturing company attempts to organize its facilities in the most efficient
way to serve the particular mission of that plant. Over the years, certain
types of production facilities have come to be recognized as the most
appropriate way to organize for a given type of manufacturing. Of course, one
of the most important factors that determine the type of manufacturing is the
type of products that are made. Our book is concerned primarily with
the
production of discrete parts and products, compared with products that are in
liquid or bulk form, such as chemicals (we examine the distinction in Section
2.1).
If we
limit our discussion to discrete products, the quantity produced by a factory
has a very significant influence on its facilities and the way manufacturing is
organized. Production quantity refers
to the number of units of a given part or product produced annually by the
plant. The annual part or product quantities produced in a given factory can be
classified into three ranges:
1. Low production: Quantities in the range of 1 to
100 units per year.
2. Medium production: Quantities in the range of 100
to 10,000 units annually.
3. High production: Production quantities are
10,000 to millions of units.
The
boundaries between the three ranges are somewhat arbitrary (author’s judgment).
Depending on the types of products we are dealing with, these boundaries may
shift by an order of magnitude or so.
Some
plants produce a variety of different product types, each type being made in
low or medium quantities. Other plants specialize in high production of only
one product type. It is instructive to identify product variety as a parameter
distinct from production quantity. Product
variety refers to the different product designs or types that are produced
in a plant. Different products have different shapes and sizes and styles; they
perform different functions; they are sometimes intended for different markets;
some have more components than others; and so forth. The number of different
product types made each year can be counted. When the number of product types
made in a factory is high, this indicates high product variety.
There is
an inverse correlation between product variety and production quantity in terms
of factory operations. When product variety is high, production quantity tends
to be low; and vice versa. This relationship is depicted in Figure 1.2.
Manufacturing plants tend to specialize in a combination of production quantity
and product variety that lies somewhere inside the diagonal band in Figure 1.2.
In general, a given factory tends to be limited to the product variety value
that is correlated with that production quantity.
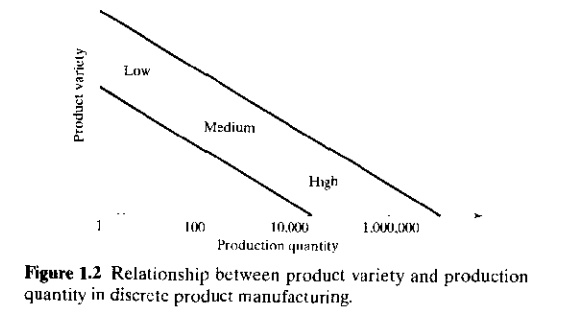
Figure 1.2 Relationship
between product variety and production quantity
in discrete product manufacturing.
Although
we have identified product variety as a quantitative parameter (the number of
different product types made by the plant or company), this parameter is much
less exact than production quantity is because details on how much the designs
differ is not captured simply by the number of different designs. The
differences between an automobile and an air conditioner are far greater than
between an air conditioner and a heat pump. Products can be different, but the
extent of the differences may be small or great. The automotive industry
provides some examples to illustrate this point. Each of the U.S. automotive
companies produces cars with two or three different nameplates in the same
assembly plant, although the body styles and other design features are nearly
the same. In different plants, the same auto company builds heavy trucks. Let
us use the terms “hard” and “soft” to describe these differences in product
variety. Hard product variety is when
the products differ substantially. In an assembled product, hard variety is
characterized by a low proportion of common parts among the products; in many
cases, there are no common parts. The difference between a car and a truck is
hard. Soft product variety is when
there are only small differences between products, such as the differences
between car models made on the same production line. There is a high proportion
of common parts among assembled products whose variety is soft. The variety
between different product categories tends to be hard; the variety between
different models within the same product category tends to be soft.
We can
use the three production quantity ranges to identify three basic categories of
production plants. Although there are variations in the work organization
within each category, usually depending on the amount of product variety, this
is nevertheless a reasonable way to classify factories for the purpose of our
discussion.
1 Low
Quantity Production
The type
of production facility usually associated with the quantity range of 1 to 100
units/year is the job shop, which
makes low quantities of specialized and customized products. The products are
typically complex, such as space capsules, aircraft, and special machinery. Job
shop production can also include fabricating the component parts for the
products. Customer orders for these kinds of items are often special, and
repeat orders may never occur. Equipment in a job shop is general purpose and
the labor force is highly skilled.
A job
shop must be designed for maximum flexibility to deal with the wide part and
product variations encountered (hard product variety). If the product is large
and heavy, and therefore difficult to move in the factory, it typically remains
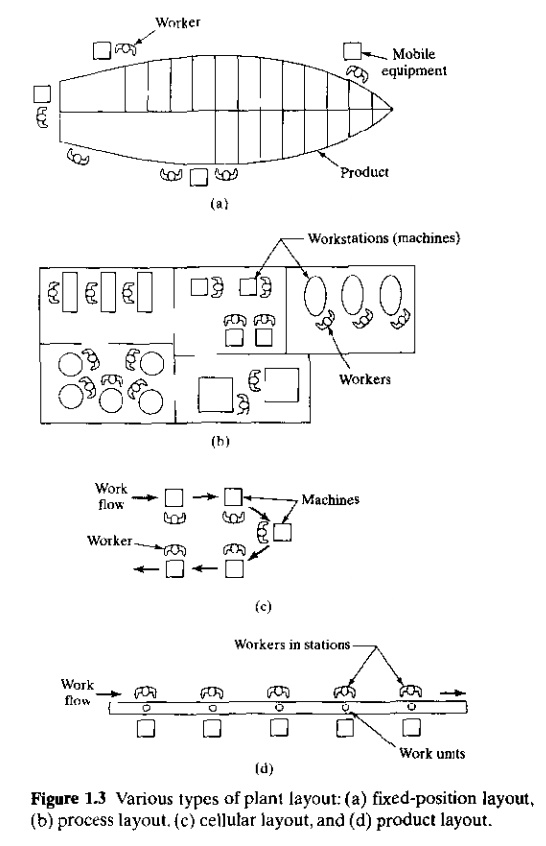
in a single location, at least during its final assembly. Workers and
processing equipment are brought to the product, rather than moving the product
to the equipment. This type of layout is referred to as a fixed–position layout, shown in Figure 1.3(a). In the pure
situation, the product remains in a
single location during its entire fabrication. Examples of such products
include ships, aircraft, railway locomotives, and heavy machinery. In actual
practice, these items are usually built in large modules at single locations,
and then the completed modules are brought together for final assembly using
largecapacity cranes.
The
individual parts that comprise these large products are often made in factories
that have a process layout, in which
the equipment is arranged according to function or type. The lathes are in one
department, the milling machines are in another department, and so on, as in
Figure 1.3(b). Different parts, each requiring a different operation sequence,
are routed
through the departments in the particular order needed for their processing,
usually in batches. The process layout is noted for its flexibility; it can
accommodate a great variety of alternative operation sequences for different
part configurations. Its disadvantage is that the machinery and methods to
produce a part are not designed for high efficiency. Much material handling is
required to move parts between departments, so inprocess inventory can be high.
2 Medium
Quantity Production
In the
medium quantity range (100–10,000 units annually), we distinguish between two
different types of facility, depending on product variety. When product variety
is hard, the traditional approach is batch
production, in which a batch of one product is made, after which the
facility is changed over to produce a batch of the next product, and so on.
Orders for each product are frequently repeated. The production rate of the
equipment is greater than the demand rate for any single product type, and so
the same equipment can be shared among multiple products. The changeover
between production runs takes time. Called the setup time or changeover time,
it is the time to change tooling and to set up and reprogram the machinery.
This is lost production time, which is a disadvantage of batch manufacturing.
Batch production is commonly used in maketostock situations, in which items are
manufactured to replenish inventory that has been gradually depleted by demand.
The equipment is usually arranged in a process layout, Figure 1.3(b).
An
alternative approach to medium range production is possible if product variety
is soft. In this case, extensive changeovers between one product style and the
next may not be required. It is often possible to configure the equipment so
that groups of similar parts or products can be made on the same equipment
without significant lost time for changeovers. The processing or assembly of
different parts or products is accomplished in cells consisting of several
workstations or machines. The term cellular
manufacturing is often associated with this type of production. Each cell
is designed to produce a limited variety of part configurations; that is, the
cell specializes in the production of a given set of similar parts or products,
according to the principles of group
technology (Chapter 15). The layout is called a cellular layout, depicted in Figure 1.3(c).
3 High
Production
The high
quantity range (10,000 to millions of units per year) is often referred to as mass production.
The situation is characterized by a high demand rate for the product, and the production facility is dedicated to the
manufacture of that product.Two categories of mass production can be
distinguished: (1) quantity production and (2) flow line production. Quantity production involves the mass
production of single parts on single pieces of equipment. The method of
production typically involves standard machines (such as stamping presses)
equipped with special tooling (e.g., dies and material handling devices), in
effect dedicating the equipment to the production of one part type. The typical
layout used in quantity production is the process layout, Figure 1.3(b).
Flow line production involves
multiple workstations arranged in sequence, and the parts or assemblies are physically moved through the sequence to
complete the product. The workstations consist of production machines and/or
workers equipped with specialized tools. The collection of stations is designed
specifically for the product to maximize efficiency. The layout is called a product layout, and the workstations are
arranged into one long line, as in Figure 1.3(d), or into a series of connected
line segments. The work is usually moved between stations by powered conveyor.
At each station, a small amount of the total work is completed on each unit of
product.
The most
familiar example of flow line production is the assembly line, associated with
products such as cars and household appliances. The pure case of flow line
production is where there is no variation in the products made on the line.
Every product is identical, and the line is referred to as a single model production line. However,
to successfully market a
given
product, it is often necessary to introduce model variations so that individual
customers can choose the exact style and options that appeal to them. From a
production viewpoint, the model differences represent a case of soft product
variety. The term mixed–model production
line applies to those situations where there is soft variety in the products made on the line. Modern
automobile assembly is an example. Cars coming off the assembly line have
variations in options and trim representing different models (and, in many
cases, different nameplates) of the same basic car design.
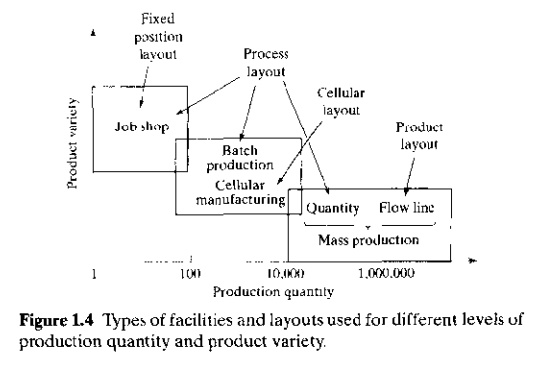
Much of
our discussion of the types of production facilities is summarized in Figure
1.4, which adds detail to Figure 1.2 by identifying the types of production
facilities and plant layouts used. As the figure shows, some overlap exists
among the different facility types.
Related Topics