Chapter: Automation, Production Systems, and Computer Integrated Manufacturing : Introduction
Automation in Production Systems
AUTOMATION IN PRODUCTION SYSTEMS
Some
elements of the firm’s production system are likely to be automated, whereas
others will be operated manually or clerically. For our purposes here, automation can be defined as a
technology concerned with the application of mechanical, electronic, and
computerbased systems to operate and control production.
The
automated elements of the production system can be separated into two
categories: (1) automation of the manufacturing systems in the factory and (2)
computerization of the manufacturing support systems. In modern production
systems, the two categories overlap to some extent, because the automated
manufacturing systems operating on the factory floor are themselves often
implemented by computer systems and connected to the computerized manufacturing
support systems and management information system operating at the plant and
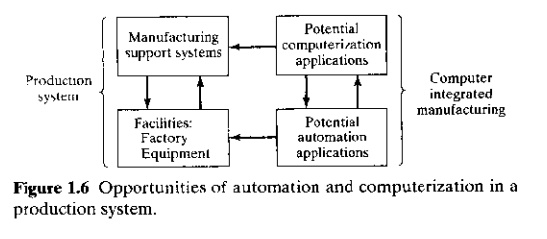
enterprise levels. The term computerintegrated manufacturing is used to
indicate this extensive use of computers in production systems. The two
categories of automation are shown in Figure 1.6 as an overlay on Figure 1.1.
1.Automated
Manufacturing Systems
Automated
manufacturing systems operate in the factory on the physical product.They
perform operations such as processing, assembly, inspection, or material
handling, in some cases accomplishing more than one of these operations in the
same system.They are called automated because they perform their operations
with a reduced level of human participation compared with the corresponding
manual process. In some highly automated systems, there is virtually no human
participation. Examples of automated manufacturing systems include:
• automated
machine tools that process parts
• transfer
lines that perform a series of machining operations
• automated
assembly systems
• manufacturing
systems that use industrial robots to perform processing or assembly operations
• automatic
material handling and storage systems to integrate manufacturing operations
• automatic
inspection systems for quality control
Automated
manufacturing systems can be classified into three basic types (for our
purposes in this introduction; we explore the topic of automation in greater
depth in Chapter 3):
(1) fixed
automation, (2) programmable automation, and (3) flexible automation.
Fixed
Automation. Fixed
automation is a system in which the sequence
of processing (or assembly) operations is fixed by the equipment configuration.
Each of the operations in the sequence is usually simple, involving perhaps a
plain linear or rotational motion or an uncomplicated combination of the two;
for example, the feeding of a rotating spindle. It is the integration and
coordination of many such operations into one piece of equipment that makes the
system complex. Typical features of fixed automation are:
• high
initial investment for customengineered equipment
• high
production rates
• relatively
inflexible in accommodating product variety
The
economic justification for fixed automation is found in products that are
produced in very large quantities and at high production rates. The high
initial cost of the equipment can be spread over a very large number of units,
thus making the unit cost attractive com pared with alternative methods of
production. Examples of fixed automation include machining transfer lines and
automated assembly machines.
Programmable
Automation. In programmable
automation, the production equipment is designed with the capability to change the
sequence of operations to accommodate different product configurations. The
operation sequence is controlled by a program,
which is a set of instructions coded so that they can be read and interpreted
by the system. New programs can be prepared and entered into the equipment to
produce new products. Some of the features that characterize programmable
automation include:
• high
investment in general purpose equipment
• lower
production rates than fixed automation
• flexibility
to deal with variations and changes in product configuration
• most
suitable for batch production
Programmable
automated production systems are used in low and mediumvolume production. The
parts or products are typically made in batches. To produce each new batch of a
different product, the system must be reprogrammed with the set of machine
instructions that correspond to the new product. The physical setup of the
machine must also be changed: Tools must be loaded, fixtures must be attached
to the machine table, and the required machine settings must be entered. This
changeover procedure takes time. Consequently, the typical cycle for a given
product includes a period during which the setup and reprogramming takes place,
followed by a period in which the batch is produced. Examples of programmable
automation include numerically controlled (NC) machine tools, industrial
robots, and programmable logic controllers.
Flexible
Automation. Flexible
automation is an extension of programmable
automation. A flexible automated system is capable of producing a variety of
parts (or products) with virtually no time lost for changeovers from one part
style to the next. There is no lost production time while reprogramming the
system and altering the physical setup (tooling, fixtures, machine settings).
Consequently, the system can produce various combinations and schedules of
parts or products instead of requiring that they be made in batches. What makes
flexible automation possible is that the differences between parts processed by
the system are not significant. It is a case of soft variety, so that the
amount of changeover required between styles is minimal. The features of
flexible automation can be summarized as follows:
• high
investment for a customengineered system
• continuous
production of variable mixtures of products
• medium
production rates
• flexibility
to deal with product design variations
Examples
of flexible automation are the flexible manufacturing systems for performing
machining operations that date back to the late 1960s.
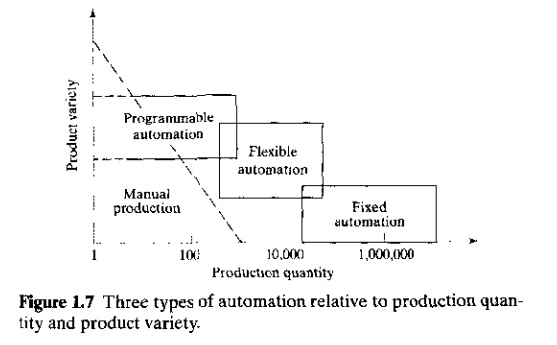
The
relative positions of the three types of automation for different production
volumes and product varieties are depicted in Figure 1.7. For low production
quantities and new product introductions, manual production is competitive with
programmable automation, as we indicate in the figure and discuss in Section
1.4.1.
2. Computerized
Manufacturing Support Systems
Automation
of the manufacturing support systems is aimed at reducing the amount of manual
and clerical effort in product design, manufacturing planning and control, and
the business functions of the firm. Nearly all modern manufacturing support
systems are implemented using computer systems. Indeed, computer technology is
used to implement automation of the manufacturing systems in the factory as
well. The term computer— integrated manufacturing (CIM) denotes
the pervasive use of computer systems to design the products, plan the production, control the operations, and
perform the various business—related functions needed in a manufacturing firm.
True CIM involves integrating all of these functions in one system that
operates throughout the enterprise. Other terms are used to identify specific
elements of the CIM system. For example, computeraided
design (CAD) denotes the use of
computer systems to support the product design function. Computeraided manufacturing (CAM) denotes the use of computer
systems to perform functions related to manufacturing engineering, such as
process planning and numerical control part programming. Some computer systems
perform both CAD and CAM, and so the term CAD/CAM
is used to indicate the integration of the two into one system.
Computer—integrated manufacturing includes CAD/CAM, but it also includes the
firm’s business functions that are related to manufacturing.
Let us
attempt to define the relationship between automation and CIM by developing a
conceptual model of manufacturing. In a manufacturing firm, the physical
production activities that take place in the factory can be distinguished from
the information—processing activities, such as product design and production
planning, that usually occur in an office environment. The physical activities
include all of the processing, assembly, material handling, and inspection
operations that are performed on the product in the factory. These operations
come in direct contact with the product during manufacture. The relationship
between the physical activities and the information—processing activities in our
model is depicted in Figure 1.8. Raw materials flow into one end of the factory
and finished products flow out the other end. The physical activities take
place inside the factory. In our model, the information—processing activities
form a ring that surrounds the factory, providing the data and knowledge
required to successfully produce the product. These in
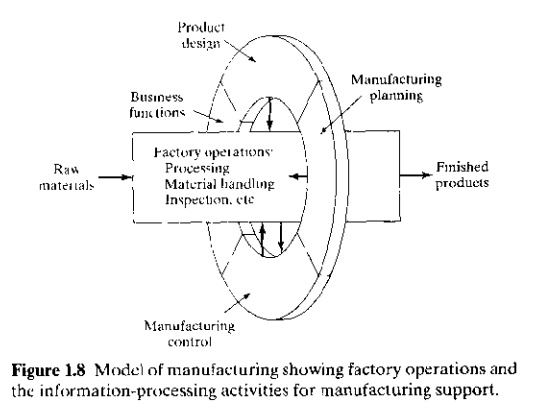
formation—processing
activities are accomplished to implement the four basic manufacturing support
functions identified earlier: (1) business functions, (2) product design, (3)
manufacturing planning, and (4) manufacturing control. These four functions
form a cycle of events that must accompany the physical production activities
but do not directly touch the product.
3. Reasons
for Automating
Companies
undertake projects in manufacturing automation and computerintegrated
manufacturing for a variety of good reasons. Some of the reasons used to
justify automation are the following:
1. To increase labor productivity.
Automating a manufacturing operation usually increases production rate and
labor productivity. This means greater output per hour of labor input.
2. To reduce labor cost.
Everincreasing labor cost has been and continues to be the trend in the world’s industrialized societies. Consequently,
higher investment in automation has become economically justifiable to replace
manual operations. Machines are increasingly being substituted for human labor
to reduce unit product cost.
3. To mitigate the effects of labor shortages. There
is a general shortage of labor in many advanced
nations, and this has stimulated the development of automated operations as a
substitute for labor.
4. To reduce or eliminate routine manual and clerical tasks. An argument can be put forth that there is social value in automating operations that are routine, boring, fatiguing, and possibly irksome. Automating such tasks serves a purpose of improving the general level of working conditions.
To improve worker safety. By automating a given operation and transferring the worker from active participation in the process to a supervisory role, the work is made safer. The safety and physical wellbeing of the worker has become a national objective with the enactment of the Occupational Safety and Health Act (OSHA) in 1970. This has provided an impetus for automation.
6. To improve product quality.
Automation not only results in higher production rates than manual operations; it also performs the manufacturing process
with greater uniformity and conformity to quality specifications. Reduction of
fraction defect rate is one of the chief benefits of automation.
7. To reduce manufacturing lead time.
Automation helps to reduce the elapsed time between customer order and product
delivery, providing a competitive advantage to the manufacturer for future
orders. By reducing manufacturing lead time, the manufacturer also reduces
workinprocess inventory.
8. To accomplish processes that cannot be done
manually. Certain operations cannot be accomplished
without the aid of a machine. These processes have requirements for precision,
miniaturization, or complexity of geometry, that cannot be achieved manually.
Examples include certain integrated circuit fabrication operations, rapid
prototyping processes based on computer graphics (CAD) models, and the
machining of complex, mathematically defined surfaces using computer numerical
control. These processes can only be realized by computer controlled systems.
9. To avoid the high cost of not automating. There
is a significant competitive advantage gained in automating a manufacturing
plant. The advantage cannot easily be demonstrated on a company’s project
authorization form. The benefits of automation often show up in unexpected and
intangible ways, such as in improved quality, higher sales, better labor
relations, and better company image. Companies that do not automate are likely
to find themselves at a competitive disadvantage with their customers, their
employees, and the general public.
Related Topics