Chapter: Mechanical : Manufacturing Technology : CNC Machines
Water Machining
Water Machining
A water
jet cutter, also known as a waterjet or waterjet, is an industrial tool capable
of cutting a wide variety of materials using a very high-pressure jet of water,
or a mixture of water and an abrasive substance. The term abrasive jet refers
specifically to the use of a mixture of water and abrasive to cut hard
materials such as metal or granite, while the terms pure waterjet and
water-only cutting refer to waterjet cutting without the use of added
abrasives, often used for softer materials such as wood or rubber. Waterjet
cutting is often used during fabrication of machine parts. It is the preferred
method when the materials being cut are sensitive to the high temperatures
generated by other methods. Waterjet cutting is used in various industries,
including mining andaerospace, for cutting, shaping, and reaming.
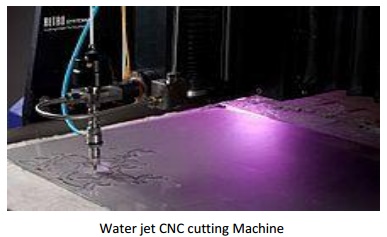
Water jet CNC
cutting Machine
While using high-pressure water
for erosion dates back as far as the mid-1800s with hydraulic mining, it was
not until the 1930s that narrow jets of water started to appear as an
industrial cutting device. In 1933, the Paper Patents Company in Wisconsin
developed a paper metering, cutting, and reeling machine that used a diagonally
moving waterjet nozzle to cut a horizontally moving sheet of continuous paper.
These early applications were at a low pressure and restricted to soft
materials like paper.
Waterjet technology evolved in
the post-war era as researchers around the world searched for new methods of
efficient cutting systems. In 1956, Carl Johnson of Durox International in
Luxembourg developed a method for cutting plastic shapes using a thin stream
high-pressure waterjet, but those materials, like paper, were soft materials.[3]
In 1958, Billie Schwacha of North American Aviation developed a system using
ultra-high-pressure liquid to cut hard materials.[4] This system
used a 100,000 psi (690 MPa) pump to deliver ahypersonic liquid jet that could
cut high strength alloys such as PH15-7-MO stainless steel. Used as a honeycomb
laminate on the Mach 3 North American XB-70 Valkyrie, this cutting method
resulted in delaminating at high speed, requiring changes to the manufacturing
process. While not effective for the XB-70 project, the concept was valid and
further research continued to evolve waterjet cutting. In 1962, Philip Rice of
Union Carbideexplored using a pulsing waterjet at up to 50,000 psi (345 MPa) to
cut metals, stone, and other materials. Research by S.J. Leach and G.L. Walker
in the mid-1960s expanded on traditional coal waterjet cutting to determine
ideal nozzle shape for high-pressure waterjet cutting of stone, and Norman
Franz in the late 1960s focused on waterjet cutting of soft materials by
dissolving long chain polymers in the water to improve the cohesiveness of the
jet stream. In the early 1970s, the desire to improve the durability of the
waterjet nozzle led Ray Chadwick, Michael Kurko, and Joseph Corriveau of the
Bendix Corporation to come up with the idea of using corundum crystal to form a
waterjet orifice, while Norman Franz expanded on this and created a waterjet
nozzle with an orifice as small as 0.002 inches (0.05 mm) that operated at
pressures up to 70,000 psi (483 MPa). John Olsen, along with George Hurlburt
and Louis Kapcsandy at Flow Research (later Flow Industries), further improved
the commercial potential of the waterjet by showing that treating the water
beforehand could increase the operational life of the nozzle.
Abrasive
waterjet
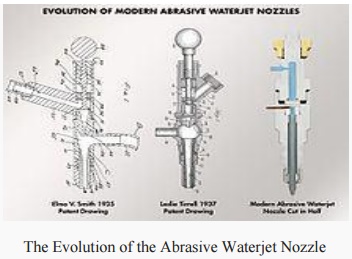
The Evolution of the Abrasive Waterjet Nozzle
While cutting with water is
possible for soft materials, the addition of an abrasive turned the waterjet
into a modern machining tool for all materials. This began in 1935 when the
idea of
adding an abrasive to the water
stream was developed by Elmo Smith for the liquid abrasive blasting.
Smith’s design was further refined by Leslie Tirrell of the Hydroblast
Corporation
in 1937, resulting in a nozzle
design that created a mix of high-pressure water and abrasive for the purpose
of wet blasting. Producing a commercially viable abrasive waterjet nozzle for
precision cutting came next by Dr. Mohamed Hashish who invented and led an
engineering research team at Flow Industries to develop the modern abrasive
waterjet cutting technology. Dr. Hashish, who also coined the new term
"Abrasive Waterjet" AWJ, and his team continued to develop and
improve the AWJ technology and its hardware for many applications which is now
in over 50 industries worldwide. A most critical development was creating a durable
mixing tube that could withstand the power of the high-pressure AWJ, and it was
Boride Products (now Kennametal) development of their ROCTEC line of ceramic
tungsten carbide composite tubes that significantly increased the operational
life of the AWJ nozzle. Current work on AWJ nozzles is on micro abrasive
waterjet so cutting with jets smaller than 0.015 inch in diameter can be
commercialized.
Applications
Because the nature
of the cutting stream can be easily modified the water jet can be used in
nearly every industry; there are many different materials that the water jet
can cut. Some of them have unique characteristics that require special
attention when cutting.
Materials commonly cut with a water jet include rubber, foam, plastics, leather, composites, stone, tile, metals, food, paper and much more. Materials that cannot be cut with a water jet are tempered glass, diamonds and certain ceramics. Water is capable of cutting materials over eighteen inches (45 cm) thick.
Related Topics