Chapter: Mechanical : Unconventional machining process : Mechanical Energy Based Processes
Water Jet Machining (WJM)
WATER JET MACHINING (WJM)
1. Introduction
Water jet cutting can reduce the costs and speed up the processes by eliminating or reducing expensive secondary machining process. Since no heat is applied on the materials, cut edges are clean with minimal burr. Problems such as cracked edge defects, crystallization, hardening, reduced wealdability and machinability are reduced in this process.
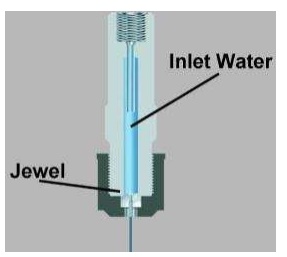
Water jet technology uses the principle of pressurizing water to extremely high pressures, and allowing the water to escape through a very small opening called “orifice” or “jewel”. Water jet cutting uses the beam of water exiting the orifice to cut soft materials. This method is not suitable for cutting hard materials. The inlet water is typically pressurized between1300 – 4000 bars. This high pressure is forced through a tiny hole in the je el, hich is typically 0.18 to 0.4 mm in diameter. Picture of water jet chining process.
2. Applications
Water jet cutting is mostly used to cut lower strength materials such as wood, plastics and aluminium. When abrasives are added, (abrasive water jet cutting) stronger materials such as steel and tool steel.
3. Advantages Of Water Jet Cutting
• There is no heat generated in water jet cutting; which is especially useful for cutting tool steel and other metals where excessive heat may change the properties of the material.
• Unlike machining or grinding, water jet cutting does not produce any dust or particles that are harmful if inhaled.
• Other advantages are similar to abrasive water jet cutting
4. Disadvantages of water jet cutting
• One of the main disadvantages of water jet cutting is that a limited number of materials can be cut economically.
• Thick parts cannot be cut by this process economically and accurately
• Taper is also a problem with water jet cutting in very thick materials. Taper is when the jet exits the part at different angle than it enters the part, and cause dimensional inaccuracy.
Related Topics