Chapter: Mechanical : Manufacturing Technology : Sheet Metal Process
Special Forming Process
SPECIAL FORMING PROCESS.
1.HYDRO FORMING PROCESS
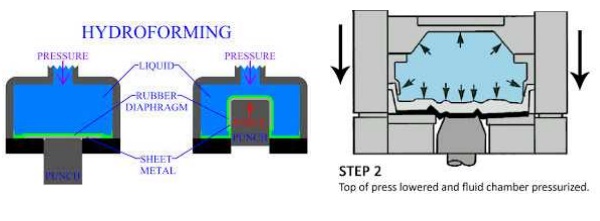
In this process te pressure over the rubber membraneis controlled throughout the forming cycle, with maximum pressure upto- 100 Mpa.This procedure allows close control of the part during forming, to prevent wrinkling (or) tearing. This process is called hydroform or fluif – Forming Process.Hydro forming is a Drawing process.
Advantages of Hydro-formimg Process.
1.It is used for Mass production.
2.Tools can be quickly changed.
3.Complicted shapes , sharp corners can be made by this method.
4.Spring back, Thining off metals are removed.
2.RUBBER PAD FORMING
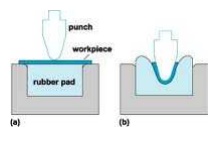
One of the die material is made up of a flexible material (ex. Rubber) Or (poly-urethane material.In bending and embossing of sheet metal , the female die is replaced with a rubber pad.Pressure in the rubber pad forming is usually in the order of10Mpa.
The blank is placed under the punch called male die.Then the ram (femal part) is moved so that punch touches the top surface of the work. Then the force is appled and gradually. increased on the blank through the rubber pad.
The blank holder ring is used to distribute uniform pressure throughout the blank.
Thus the required shape is formed on the sheet metal between male and female parts.
Advantages of rubber pad forming.
1.Number of shapes can be formed on one rubber pad.
2.Thining in metal balank does not take place.\
3.setting time of the tool is less.
4.Wrinkle – free , shrink flanges can be produced.
Disadvantages
1.Rapid wearing of rubber Pads is a problem in this process. 2.Accurate sharp corners cannot be made by this process.
3.Loss of pressure between hydraulic fluid and rubber pad which is a major problem
Aplications.
Flanged Cylinders.
Rectangular cups,
Spherical Domes.
Unsymmetrical shaped components can be made.
3.PEEN FORMING PROCESS
This process is used to produce curvature on thin sheet metals by shot peening on surface of the sheet. A stream of metal shots is blasted against the surface of the blank.
This process is also called as peen forming technique.
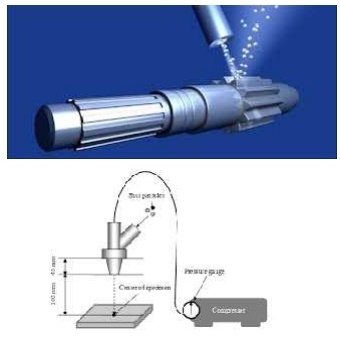
Peening is done with cast- iron (or) Steel shot discharged either from a rotating wheel by an air blast made from a nozzle.
Advantages of Peen forming
Complex shapes can be easily produced . Die and Punch is not used.
Peening is used as a salvage operations for distorted parts (OR) correcting part.
Disadvantages of peen forming.
This process requires longer time for forming the required shape.
Requires additional devices for forcing out metal shots.
Applications of peen forming.
Specific portions on crankshafts , connecting rods, gears
Honey comb panels like aircraft wings and large tubular shapes can be produced.
Related Topics