Chapter: Automation, Production Systems, and Computer Integrated Manufacturing : Flexible Manufacturing Systems
What is an (Flexible Manufacturing Systems)FMS and Types of FMS
WHAT IS AN
FMS?
A flexible manufacturing system (FMS) is
a highly automated OT machine cell. consisting of a group of processing
workstations (usually CNC machine tools), interconnected by an automated
material handling and storage system, and controlled by a distributed computer
system. The reason the FMS is called flexible
is that it is capable of processing a variety of different part styles
simultaneously at the various orkstations, and the mix of part styles and
quantities of production can be adjusted in response to changing demand
patterns. The FMS is most suited for the mid-variety, mid-volume production range (refer to Figure
1.7).
The
initials FMS are sometimes used to denote the term flexible machining system. The machining process is presently
the largest application area for FMS technology. However, it seems appropriate
to interpret FMS in its broader
meaning, allowing for a wide range of possible applications beyond machining.
An FMS
relies on the principles of group technology. No manufacturing system can be
completely flexible. There are limits to the range of parts or products that
can be made in an FMS. Accordingly, an FMS is designed to produce parts (or
products) within a defined range of styles. sizes. and processes. In other
words. an FMS is capable of producing a single part family or a limited range
of part families,
A more
appropriate term for an FMS would be flexible
automated manufacturing system. The
use of the word "automated" would distinguish this type of production
technology from other manufacturing systems that arc flexible but not
automated, such as a manned GT machine cell. On the other hand, tile word
"flexible" would distinguish it from other manufacturing systems that
are highly automated but not flexible, such as a conventional transfer line.
However, the existing terminology is well established
What
Makes It Flexible?
The issue
of manufacturing system flexibility was discussed previously in Section 13.2.4.
In that discussion, we identified three capabilities that a manufacturing
system must possess to be flexible: (I) the ability to identify and distinguish
among the different part or product styles processed by the system, (2) quick
changeover of operating instructions, and (1) quick changeover of physical
setup. Flexibility is an attribute that applies to both manual and automated
systems. In manual systems, the human workers are often the enablers of the
system's flexibility.
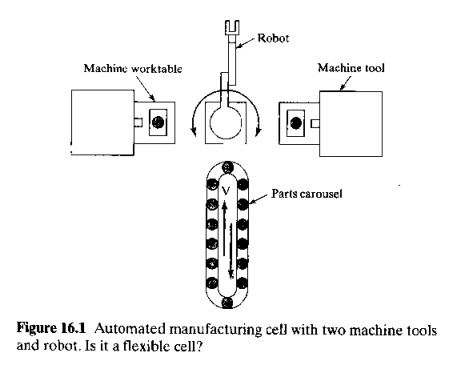
To
develop the concept of flexibility in an automated manufacturing system,
consider a machine cell consisting of two CNC machine tools that are loaded and
unloaded by an industrial robot from a parts carousel, perhaps in the
arrangement depicted in Figure 16.1. The cell operates unattended for extended
periods of time. Periodically, a worker must unload completed parts from the
carousel and replace them with new work parts. By any definition, this is an
automated manufacturing cell, but is it a flexible manufacturing cell? One
might argue that yes, it is flexible, since the cell consists of CNC machine
tools, and CNC machines are flexible because they can be programmed to machine
different
part
configurations. However, if the cell only operates in a batch mode, in which
the same part style is produced by both
machines in lots of several dozen (or several hundred) units, then this does
not qualify as flexible manufacturing,
'lb
qualify as being flexible, a manufacturing system should satisfy several
criteria. The following ale four reasonable tests of flexibility in an
automated manufacturing system:
Part
variety test. Can the
system process different
part styles in a non-batch mode?
Schedule
change test. Can the system readily accept changes in production
schedule, and changes in either part
mix or production quantities?
Error
recovery test. Can the system recover gracefully from equipment
malfunctions and breakdowns, so that
production is not completely disrupted'!
New part
test. Can new part designs be introduced into the existing product mix with relative ease'!
If the
answer to all of these questions is "yes" for a given manufacturing
system, then the system can be considered flexible. The most important criteria
are (1) and (2). Criteria (3) and (4) are softer and can be implemented at
various levels. In fact, introduction of new part designs is not a
consideration in some FMSs; such systems are designed to produce a part family
whose member are all known in advance.
if the
automated system does not meet at least the first three tests, it should not be
classified as an FMS. Getting back to our illustration, the robotic work cell
satisfies the criteria if it: (1) can machine different part configurations in
a mix rather than in batches;
(2)
permits changes in production schedule and part mix; (3) is capable of
continuing to operate even though one machine experiences a breakdown (e.g.,
while repairs are being made on the broken machine, its work is temporarily
reassigned to the other machine); and (4) as new part designs arc developed, NC
part programs are written offline and then downloaded to the system for
execution. This fourth capability requires that the new part is within the part
family intended for the FMS, so that the tooling used by the CNC machines as
well as the end effector of the robot are suited to the new part design.
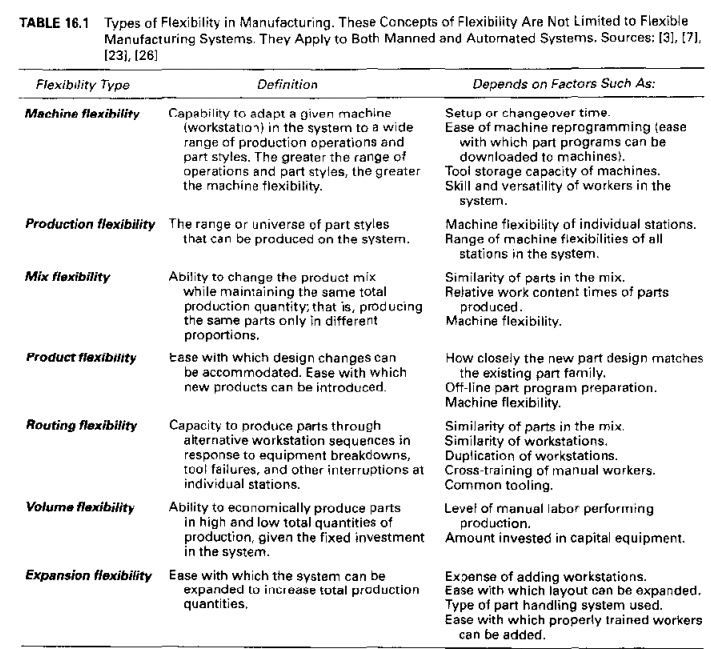
Over the
years, researchers and practitioners have attempted to define manufacturing
flexibility. These attempts are documented in several of our references,
and. The
result of these efforts IS the conclusion that flexibility in manufacturing has
multiple dimensions; there are various types of flexibility. Table 16.1 defines
these flexibility types and lists the kinds of factors on which they depend.
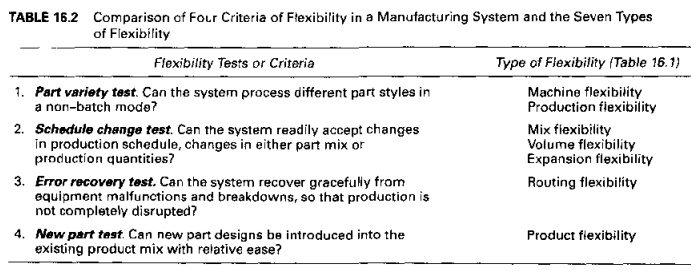
To a
significant degree, the types of flexibility in Table 16.1 are alternative ways
of stating our preceding list of flexibility tests for a manufacturing system.
The correlations are indicated in Table 16.2.
Types of FMS
Having
considered the issue of flexibility and the different types of flexibility that
are exhibited by manufacturing systems, let us now. consider the various types
of FMSs. Each FMS is designed for a specific application, that is, a specific
family of parts and processes Therefore, each FMS is custom engineered; each
FMS is unique. Given these circumstances, one would expect to find a great
variety of system designs to satisfy a wide variety of application
requirements.
Flexible manufacturing systems can be
distinguished according to the kinds of operations they perform:(l) processing
operations or (2) assembly
operations (Section 2.2.1). An
FMS is usually designed to perform one or the other but rarely both. A
difference that is applicable to machining systems is whether the system will
process rotational parts or non-rotational parts (Section 13.2.1). Flexible machining systems with multiple stations
that process rotational parts are much less
common than systems that process non-rotational parts. Two other ways to
classify FMSs are by: (1) number of machines and (2) level of flexibility
Number
of Machines. Flexible manufacturing systems can be distinguished
according to the number of machines in the system. The following are typical
categories:
single
machine cell (type I A in our classification scheme
of Section ]3.2)
flexible manufacturing
cell (usually type II A, sometimes type III A, in our classification scheme of
Section 13.2)
flexible
manufacturing system (usually type II A, sometimes type III A, in our
classification scheme of Section 13.2)
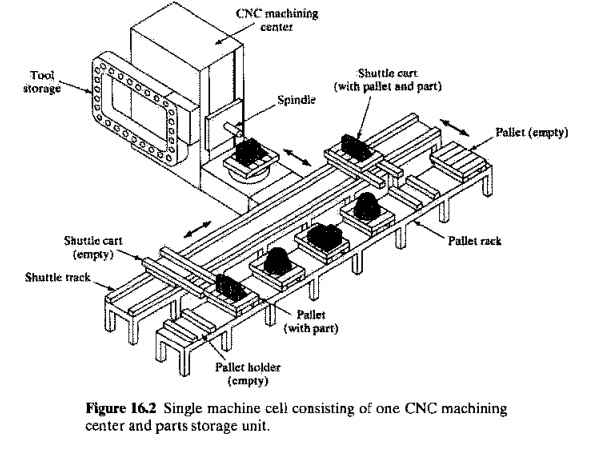
A single machine cell (SMC) consists of
one CNC machining center combined with a parts storage system for unattended
operation (Section 14.2), as in Figure 16.2. Completed parts are periodically
unloaded from the parts storage unit, and raw work-parts are loaded into it.
The cell can be designed to operate in either a batch mode or a flexible mode
or in combinations of the two. When operated in a batch mode, the machine
processes parts of a single style in specified lot sizes and is then changed
over to process a batch of the next part s.tyle. When operated in a flexible
mode, the system satisfies three of the four f1exibili1y tests (Section
16.1.1). It is capable of (1) processing different part styles, (2) responding
to changes in production schedule, and (4) accepting new part introductions.
Criterion
(3),error recovery, cannot be satisfied because if the single machine breaks
down, production stops.
A flexible manufacturing all (FMC)
consists of two or three processing workstations (typically CNC machining centers or turning centers) plus a part
handling system. The part handling system is connected to a load/unload
station. In addition, the handling system usually includes a limited parts
storage capacity. One possible FMC is illustrated in Figure
A
flexible manufacturing cell satisfies the four flexibility tests discussed
previously. A flexible manufacturing
system (FMS) has four or more processing workstations
connected
mechanically by a common part handling system and electronically by a
distributed computer system. Thus, an important distinction between an FMS and
an FMC is
the
number of machines: an FMC has two or three machines, while an FMS has four or
more." A second difference is
that the FMS generally includes non-processing workstations that support
production but do not directly participate in it. These other stations include
part/pallet washing stations, coordinate measuring machines, and so on. A third
difference is that the computer control system of an FMS is generally larger
and more sophisticated, often including functions not always found in a cell,
such as diagnostics and tool monitoring. These additional functions are needed
more in an FMS than in an FMC because the FMS is more complex.
Some of
the distinguishing characteristics of the three categories of flexible
manufacturing cells and systems are summarized in Figure 16.4. Table 16.3
compares the three systems in terms of the four flexibility tests.
Level
of
Flexibility. Another classification of FMS is according to the
level of flexibility designed into the system. This method of classification
can be applied to systems with any number of workstations, but its application
seems most common with FMCs and FMSs.1\vo categories are distinguished here:
dedicated FMS
random-order FMS
A dedicated FMS is designed to produce a
limited variety of part styles, and the complete universe of parts to be made
on the system is known in advance. The term special
manufacturing system has also been
used in reference to this FMS type (c.g., [24». The part family is likely to be based on product commonality rather than
geometric similarity. The product design is considered stable, and so the
system can be designed with a certain amount of process specialization to make
the operations more efficient. Instead of using general-purpose machines, the
machines can be designed for the specific processes required to make the
limited part family, thus increasing the production rate of the system. In some
instances, the machine sequence may be identical or nearly identical for all
parts processed and so a transfer line may be appropriate. in which the
workstations possess the necessary flexibility to process the different parts
in the mix. Indeed, the term flexible
transfer lint is sometimes used for this case.
A random-order EMS is more appropriate
when the part family is large, there are substantial variations in part
configurations, there will be new part designs introduced into the system and
engineering changes in parts currently produced, and the production schedule is
subject to change from day-to-day, To accommodate these variations, the random-order
FMS must be more flexible than the dedicated FMS. It is equipped with general-purpose
machines to deal with the variations in product and is capable of processing
parts in various sequences (random-order). A more sophisticated computer
control system is required for this FMS type.
We see in
these two system types the tradeoff between flexibility and productivity. The
dedicated FMS is less flexible but more capable of higher production rates. The
random-order FMS is more flexible but at the price of lower production rates. A
comparison of the features of these two FMS types is presented in Figure 16.5.
Table 16.4 presents a comparison of the dedicated FMS and random-order FMS in
terms of the four flexibility tests
Related Topics