Chapter: Automation, Production Systems, and Computer Integrated Manufacturing : Flexible Manufacturing Systems
Flexible Manufacturing Systems(FMS) Applications and Benefits
FMS APPLICATIONS
AND BENEFITS
In this
section, we explore the applications of FMSs and the benefits that result from
these applications. Many of the findings from the industrial survey on cellular
manufacturing (reported in Section 15.5.2) are pertinent to FMSs, and we refer
the reader to that report .
FMS Applications
The
concept of flexible automation is applicable to a variety of manufacturing
operations. In this section, some of
the important FMS applications are reviewed. FMS technology i~ most widely applied in machining
operations. Other applications include sheet metal pressworking, forging, and
assembly. Here some of the applications are examined using case study examples
to illustrate.
Flexible
Machining Systems. Historically. most of the applications of flexible
machining systems have been in milling and drilling type operations (non rotational
parts), using NC and subsequently CNC machining centers. FMS applications for
turning (rotational parts) were much less common until recently, and the
systems that are installed tend to consist of fewer machines. For example,
single machine cells consisting of parts storage units, part loading robots,
and CNC turning centers are widely used today, although not always in a
flexible mode. Let us explore some of the issues behind this anomaly in the
development of flexible machining systems.
By
contrast with rotational parts, nonrotational parts are often too heavy for a
human operator to easily and quickly load into the machine tool. Accordingly,
pallet fixtures were developed so that these parts could be loaded onto the pallet
offline and then the part on. pallet could be moved into position in front of
the machine tool spindle. Non rotational pans also tend to be more expensive
than rotational parts, and the manufacturing lead times tend to be longer.
These factors provide a strong incentive to produce them as efficiently as
possible, using advanced technologies such as FMSs. For these reasons, the
technology for FMS milling and drilling applications is more mature today than
for FMS turning applications
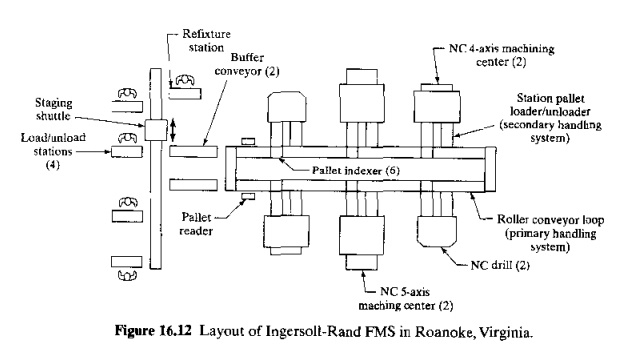
EXAMPLE 16.1 FMS
at Ingersoll-Rand in Roanoke, Virginia
One of
the first FMS installations in the United States was at the Roanoke, Virginia. plant
of the Tool and Hoist Division of Ingersoll-Rand Corp. The system was installed
by Sundstrand in the late 1960& It consists of two five-axis machining
centers, two four axis machining centers, and two four-axis drilling machines.
The machines are each equipped with 6Otool storage drums and automatic 1001
changers and pallet changers. A powered roller conveyor system is used for the
primary and secondary workpart handling systems. Three operators plus one
foreman run the system three shifts. Up to 140 part numbers are machined on the
system. The parts begin as cast iron and aluminum castings and are machined
into motor cases, hoist casings, and so on. Part size capability ranges up to a
0.9 m cube (36.0 in). Production quantities for the various part numbers range
from 12 per year to 20,000 per year. The layout of the system is presented in
Figure 16.12.

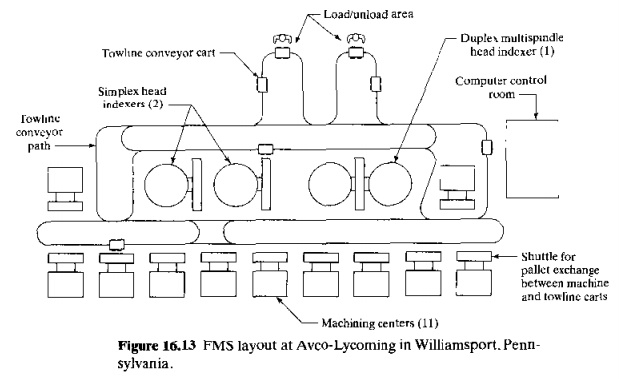
crankcase
halves for aircraft engines. The layout is an open field type and is
illustrated in Figure 16.13. The handling of work-parts between machines is
performed by an in-floor
towline cart system with a total of 2~ pallet carts. The system contains 14 machine
tools: one duplex multispindle bead indexer, two simplex multi-spindle head
indexers, and 11 machining centers. In a multispindie head indexer, machining
heads are attached to an indexing mechanism that indexes (rotates in specified
angular amounts) to bring the correct machining head into position to address
the work. A simplex unit processes the work on one side only, while a duplex
has two indexers on opposite sides of the work. Machining centers are described
in Section 14.3.3.
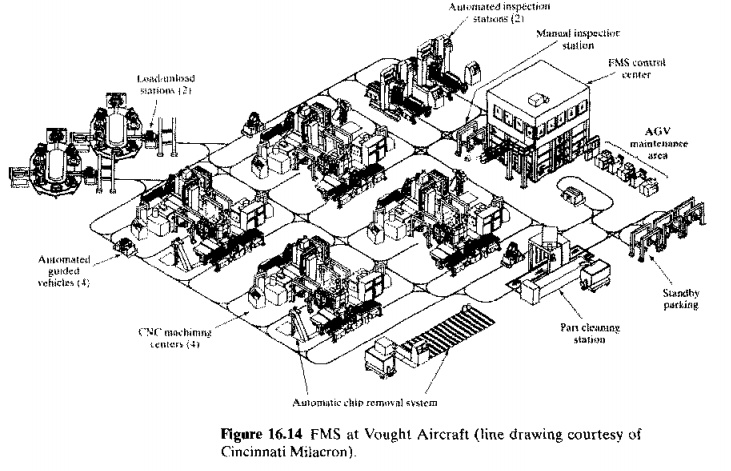
EXAMPLE 16.3 Vought Aerospace FMS
An FMS
installed at Vought Aerospace in Dallas. Texas, by Cincinnati Milacron is shown
in Figure 16.14. The system is used to machine approximately 600 different
aircraft components. The FMS consists of eight CNC horizontal machining centers
plus inspection modules. Part handling is accomplished by an automated guided
vehicle system using four vehicles. Loading and unloading of the system is done
at two stations. These load/unload stations consist of storage carousels that
permit parts to be stored on pallets for subsequent transfer to the machining
stations by the AGVS. The system is capable of processing a sequence of single,
one-of-a-kind parts in a continuous mode. permitting a complete set of
components for one aircraft to be made efficiently without batching.
Other
FMS Applications. Pressworking and forging arc two other
manufacturing processes in which efforts are
being made to develop flexible automated systems.
The following example
illustrates the development efforts in the pressworking area.
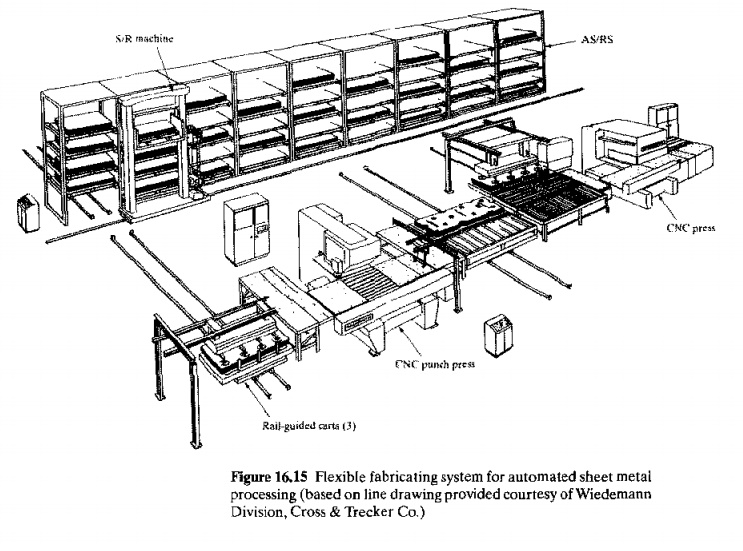
EXAMPLE 16.4 Flexible
Fabricating System
The term
flexible fabricating system (FFS) is sometimes used in connection with systems
that perform sheet metal press working operations. One FFS concept by Wiedemann
is illustrated in Figure 16,15. The system is designed to unload sheet metal
stock from the automated storage/retrieval system (AS/RS), move the stock by
rail-guided cart to the CNC punch press operations, and then move the finished
parts back to the AS/RS, all under computer control.
Flexible
automation concepts can be applied to assembly operations. Although some
examples have included industrial robots to perform the assembly tasks, the
following example illustrates a flexible assembly system that makes minimal use
of industrial robots.
EXAMPLE 16.5 Assembly FMS at Allen-Bradley
An FMS
for assembly installed by Allen-Bradley Company is reported in {421. The
"flexible automated assembly line" produces motor starters in 125
model styles. The line boasts a 1 day manufacturing lead time on Jot sizes as
low as
one and
production rates of 600 units/hr. The system consists of 26 workstations that
perform all assembly, subassembly, testing, ami packaging required to make the
product. The stations are linear and rotary indexing assembly machines with
pick-and-place robots performing certain handling functions between the
machines. 100% automated testing at each step in the process is used to achieve
very high quality levels. The flexible assembly line is controlled by a system
of Allen-Bradley programmable logic controllers.
FMS Benefits
A number
of benefits can be expected in successful FMS applications. The principal
benefits are the following:
Increased
machine utilization. FMSs achieve a higher average
utilization than machines in a conventional batch production machine shop.
Reasons for this include:
(1) 24
hr/day operation. (2) automatic tool changing ar machine tools. (3) automatic
pallet changing at workstations. (4) queues of parts at stations, and (5)
dynamic scheduling of production that takes into account irregularities from
normal operations. It should be possible to approach 80-90% asset utilization by
implementing FMS technology [23].
Fewer machines
required Because of higher machine utilization. fewer machines are required.
Reduction
in factory floor space required. Compared with a job shop of
equivalent capacity, an fMS generally
requires less floor area. Reductions in floor space requirements are estimated to he 40-50%, [23].
Greater
responsiveness to change. An FMS improves response capability to part design
changes. introduction of new part s, changes in production schedule and product
mix. machine breakdowns. and cutting tool failures. Adjustments can be made in
the production schedule from one day to the next to respond to rush orders and
special customer requests.
Reduced
inventory requirements, Because different parts are processed together rather than separately in batches. Work-in-process
(WIP) is less than in a batch production mode. The inventorv of starting and
finished parts can be reduced as well. Inventory reductions of 60-80% are
estimated.
Lower
manufacturing lead times. Closely correlated with reduced WIP is the time spent in process by the parts. This
means faster customer deliveries
Reduced
direct labor requirements and higher
labor productivity. Higher production
rates and lower reliance on direct labor translate to greater productivity
per labor hour with an FMS than with conventional production methods. Labor
savings of 30-.50%, arc estimated [23].
Opportunity
for unattended production. The high level of automation in an FMS allows it to
operate for extended periods of time without human attention. In the most
optimistic scenario, parts and tools are loaded into the system at the end of
the day shift, and the FMS continues to operate throughout the night so that
the finished parts can be unloaded the next morning.
Related Topics