Chapter: Civil : Construction Planning And Scheduling : Quality Control and Safety during Construction
Statistical Quality Control with Sampling by Attributes
Statistical Quality Control with Sampling by
Attributes
Sampling by attributes is a widely applied quality
control method. The procedure is intended to determine whether or not a
particular group of materials or work products is acceptable. In the literature
of statistical quality control, a group of materials or work items to be tested
is called a lot or batch. An assumption in the procedure is that each item in a
batch can be tested and classified as either acceptable or deficient based upon
mutually acceptable testing procedures and acceptance criteria. Each lot is
tested to determine if it satisfies a minimum acceptable quality level (AQL)
expressed as the maximum percentage of defective items in a lot or process.
In its basic form, sampling by attributes is
applied by testing a pre-defined number of sample items from a lot. If the
number of defective items is greater than a trigger level, then the lot is
rejected as being likely to be of unacceptable quality. Otherwise, the lot is
accepted. Developing this type of sampling plan requires consideration of
probability, statistics and acceptable risk levels on the part of the supplier
and consumer of the lot. Refinements to this basic application procedure are
also possible. For example, if the number of defectives is greater than some
pre-defined number, then additional sampling may be started rather than
immediate rejection of the lot. In many cases, the trigger level is a single
defective item in the sample. In the remainder of this section, the
mathematical basis for interpreting this type of sampling plan is developed.
More formally, a lot is defined as acceptable if
it contains a fraction p1 or less defective items. Similarly, a lot
is defined as unacceptable if it contains a fraction p2 or more
defective units. Generally, the acceptance fraction is less than or equal to
the rejection fraction, p1 ![]() p2, and the two fractions are often
equal so that there is no ambiguous range of lot acceptability between p1
and p2. Given a sample
p2, and the two fractions are often
equal so that there is no ambiguous range of lot acceptability between p1
and p2. Given a sample
size and a trigger level for lot rejection or acceptance, we
would like to determine the probabilities that acceptable lots might be
incorrectly rejected (termed producer's risk) or that deficient lots might be
incorrectly accepted (termed consumer's risk).
Consider a lot of finite number N, in which m
items are defective (bad) and the remaining (N-m) items are non-defective
(good). If a random sample of n items is taken from this lot, then we can
determine the probability of having different numbers of defective items in the
sample. With a pre-defined acceptable number of defective items, we can then
develop the probability of accepting a lot as a function of the sample size,
the allowable number of defective items, and the actual fraction of defective
items. This derivation appears below.
The
number of different samples of size n that can be selected from a finite
population N is termed a mathematical combination and is computed as:
where a
factorial, n! is n*(n-1)*(n-2)...(1) and zero factorial (0!) is one by
convention. The number of possible samples with exactly x defectives is the
combination associated with obtaining x defectives from m possible defective
items and n-x good items from N-m good items:
Given
these possible numbers of samples, the probability of having exactly x
defective items in the sample is given by the ratio as the hypergeometric
series:
With this function, we can calculate the probability of
obtaining different numbers of defectives in a sample of a given size.
Suppose
that the actual fraction of defectives in the lot is p and the actual fraction
of nondefectives is q, then p plus q is one, resulting in m = Np, and N - m =
Nq. Then, a function g(p) representing the probability of having r or less
defective items in a sample of size n is obtained by substituting m and N into
Eq. (4.3) and summing over the acceptable defective number of items:
If the number of items in the lot, N, is large in comparison
with the sample size n, then the function g(p) can be approximated by the
binomial distribution:
The
function g(p) indicates the probability of accepting a lot, given the sample
size n and the number of allowable defective items in the sample r. The
function g(p) can be represented graphical for each combination of sample size
n and number of allowable defective items r, as shown in Figure 13-1. Each
curve is referred to as the operating characteristic curve (OC curve) in this
graph. For the special case of a single sample (n=1), the function g(p) can be
simplified:
so that
the probability of accepting a lot is equal to the fraction of acceptable items
in the lot. For example, there is a probability of 0.5 that the lot may be
accepted from a single sample test even if fifty percent of the lot is
defective.
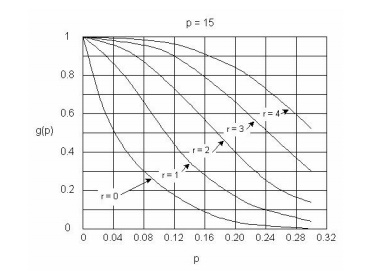
For any
combination of n and r, we can read off the value of g(p) for a given p from
the corresponding OC curve. For example, n = 15 is specified in Figure 13-1.
Then, for various values of r, we find:
r=0 p=24% g(p) 2%
r=0 p=4% g(p) 54%
r=1 p=24% g(p) 10%
r=1 p=4% g(p) 88%
The producer's and consumer's risk can be related
to various points on an operating characteristic curve. Producer's risk is the
chance that otherwise acceptable lots fail the sampling plan (ie. have more
than the allowable number of defective items in the sample) solely due to
random fluctuations in the selection of the sample. In contrast, consumer's
risk is the chance that an unacceptable lot is acceptable (ie. has less than
the allowable number of defective items in the sample) due to a better than
average quality in the sample. For example, suppose that a sample size of 15 is
chosen with a trigger level for rejection of one item. With a four percent
acceptable level and a greater than four percent defective fraction, the
consumer's risk is at most eighty-eight percent. In contrast, with a four
percent acceptable level and a four percent defective fraction, the producer's
risk is at most 1 - 0.88 = 0.12 or twelve percent.
In specifying the sampling plan implicit in the
operating characteristic curve, the supplier and consumer of materials or work
must agree on the levels of risk acceptable to themselves. If the lot is of
acceptable quality, the supplier would like to minimize the chance or risk that
a lot is rejected solely on the basis of a lower than average quality sample.
Similarly, the consumer would like to minimize the risk of accepting under the
sampling plan a deficient lot. In addition, both parties presumably would like
to minimize the costs and delays associated with testing. Devising an
acceptable sampling plan requires trade off the objectives of risk minimization
among the parties involved and the cost of testing.
Example
4-3: Acceptance probability calculation
Suppose
that the sample size is five (n=5) from a lot of one hundred items (N=100). The
lot of materials is to be rejected if any of the five samples is defective (r =
0). In this case, the probability of acceptance as a function of the actual
number of defective items can be computed by noting that for r = 0, only one
term (x = 0) need be considered in Eq. (13.4). Thus, for N = 100 and n = 5:
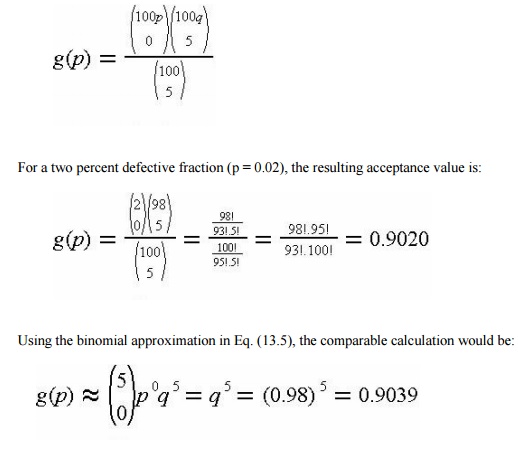
which is a difference of 0.0019, or 0.21 percent from the
actual value of 0.9020 found above.
If the
acceptable defective proportion was two percent (so p1 = p2
= 0.02), then the chance of
an
incorrect rejection (or producer's risk) is 1 - g(0.02) = 1 - 0.9 = 0.1 or ten
percent. Note that a prudent producer should insure better than minimum quality
products to reduce the probability or chance of rejection under this sampling
plan. If the actual proportion of defectives was one percent, then the
producer's risk would be only five percent with this sampling plan.
Related Topics