Chapter: Mechanical : Manufacturing Technology : Manufacturing of Plastic Components
Manufacturing of Plastic Components
MANUFACTURING OF PLASTIC COMPONENTS
Plastics are the best
alternatives used in the areas where the component size is very small and
weight reduction is required in order to minimize the cost of material. Hence
knowledge about various types of plastics, its properties, production method
etc is very important.
TYPES OF PLASTICS
Plastics are of two types 1.Thermo plastics
2.Thermosetting Plastics
Common
plastics USED in molding are
• HDPE
(stiff bottle, toys, cases, drum)
• LDPE
(flexible bottle)
• PP
(higher temperature bottle)
• PVC
(clear bottle, oil resistant containers)
• PET (soda
pop bottle)
• Nylon
(automotive coolant bottle, power steering reservoir)
INJECTION
MOULDING
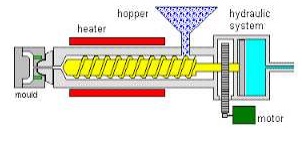
Injection
Molding
Most
widely used process. Suitable for high production of thermoplastics. Charge fed
from a hopper is heated in a barrel and forced under high pressure into a mold
cavity. Several types. Variety of parts can be made.
Basic
components:
mold pieces (define the geometry of the part), and sprue,
gates, runners, vents, ejection pins, cooling system
There are two types of injection moulding.
1. Plunger
type injection moulding.
2. Screw
type injection moulding.
In screw type injection moulding
machine the plunger is replaced by a screw.A receiprocating screw now forces
the material into the mould.since the screw action generally helps to pack the
materials better , a given plunger travel will push more material into the
cavity. Finally the action of the screw , as it rotates and mixes, adds energy
to the melt.
Band heaters are still needed to
fully heat the melt. All of this results in a much better and more consistent
part.
Virtually all industrial presses are screw type presses.
BLOW
MOULDING
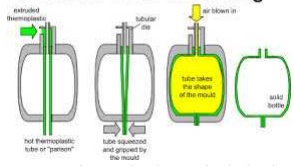
used to make thermoplastic
bottles and hollow sections. Starting material is a round heated solid-bottom
hollow tube – perform.
Perform inserted into two die halves and air is
blown inside to complete the process
General steps
• Melting
the resin- done in extruder
• Form the
molten resin into a cylinder or tube (this tube is called parison)
• The
parison is placed inside a mold, and inflated so that the plastic is pushed
outward
against
the cavity wall
• The part
is allowed to cool in the mold and is then ejected
• The part
is trimmed
The
parison can be formed by
A)Extrusion
process
B)Injection
molding process
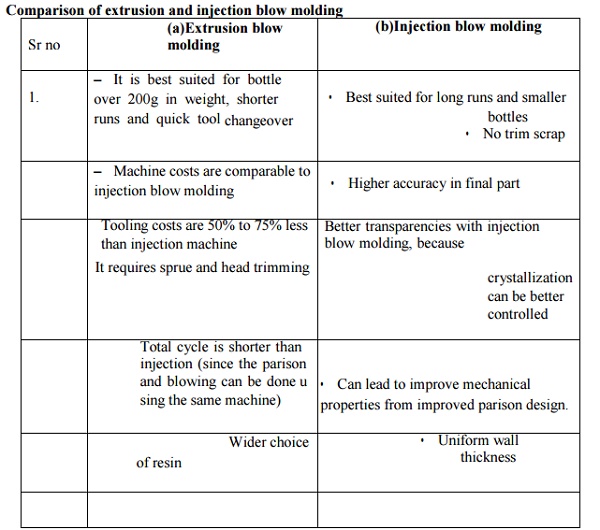
(A)Extrusion blow molding
– Parison is formed from by forcing
the plastic through an extrusion
die.
Material enters the die, flow around the mandrel
so that extrudate would be cylindrical
– The die would have a hole at the
center so that air could be blown into the
cylinder
– In some blow molding operations,
the air is introduced from the bottom through
an inlet
This process can be;
– continuous
extrusion blow molding
• During the
process, the extrusion
runs continuously, thus
making a
continuous
parison.
• using
multiple mold to match the mold cycle to the extrusion speed
– Intermittent
extrusion blow molding
• During the
process, the extruder
is stopped during
the time that
the
molding
occur
• use
either reciprocating screw or an accumulator system
• In this
system, the output of the extruder is matched by having multiple molds which
seal and blow the parison and then move away from extruder to cool and eject
• In
practical case, the mold cycle is longer than time required to extrude a new
parison
• If the
mold cycle is twice than time needed for creating a parison, a two mold system
can be used
• The
method is sometimes called rising mold system - system of which two or more
molds are used to mold parts from one extruder during continuous process
b)Injection
Blow Molding
• The
parison is formed by the injection of molten resin into a mold cavity and
around a core pin
• The
parison is not a finished product, but it is subjected to subsequent step to
form the final shape
• Second
step, blowing of the intermediate part in a second mold
• Because
of distinct separation of the two steps, the parison made by injection molding
is called a perform
Process
• The mold
is closed
• Resin is
then injected to form a cylindrical part
• The mold
is opened and perform is ejected
The
perform can be stored until the finished blow molded is needed.
The flexibility
of separating the two cycles has proven useful in manufacture of soda pop
bottle.
Comparison
of extrusion and injection blow molding
ROTATIONAL
MOULDING
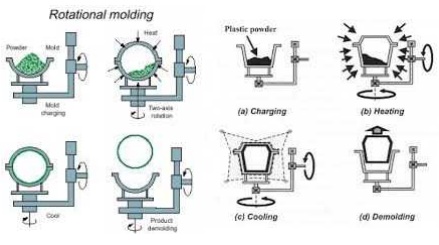
It is also known as Rotomoulding, rotocasting or spin casting.
The thin walled metal mould is a
split female mould made of two pieces and is designed to be rotated about two
perpendicular axes. The steps followed in rotational moulding are.
STEP-1
A predetermined amount of plastic , powder or liquid form , is
deposited in one half of a mould.
STEP – 2
The mould is closed.
STEP -3
The mould is rotated biaxially
inside an oven. The hollow part should be rotated through two or more axes,
rotating at different speeds, in order to avoid the accumulatiuon of polymer
powder.
STEP – 4
The plastic melts and forms a coating over the inside surface of the mould.
STEP -5
The mould
is removed from the oven and cooled usually by fan. The polymer must be cooled
so that it solidifies and can be handled safely by the operator.The part will
shrink on cooling, coming away from the mould and facilitating easy removal of
the part.
STEP-6
The part
is removed from the mould.
Advantages of rotational moulding
1. Moulds
are relatively inexpensive.
2. Different
parts can be moulded at same time. 3.Very large hollow parts can be made.
4.Parts are stress free.
5.Very little scrap is produced.
Limitations of rotational moulding.
1.Moulding Cycles are long 10-20 mins
2.It is not possible to make some
sharp threads. 3.Cannot make parts with tight tolerance.
TRANSFER
MOULDING
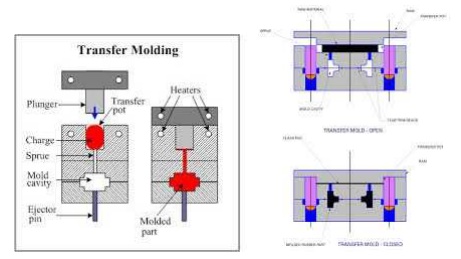
Transfer
Molding
A process of forming articles by fusing a plastic
material in a chamber then forcing the whole mass into a hot mold to solidify.
Used to make products such as
electrical wall receptacles and circuit breakers
Similar to compression molding except
thermosetting charge is forced into a heated mold cavity using a ram or
plunger.
Examples:
electrical switchgear, structural parts
Process
Variables
• Amount of
charge
• Molding
pressure
• Closing
speed
• Mold
temperature
• Charge
temperature
• Cycle
time
Advantages
• Little
waste (no gates, sprues, or runners in many molds)
• Lower
tooling cost than injection molding
• Good
surface finish
• Less
damage to fibers
• Process
may be automated or hand-operated
• Material
flow is short, less
Disadvantages
• High
initial capital investment
• Labor
intensive
• Secondary
operations maybe required
• Long
molding cycles may be needed.
COMPRESSION MOULDING.
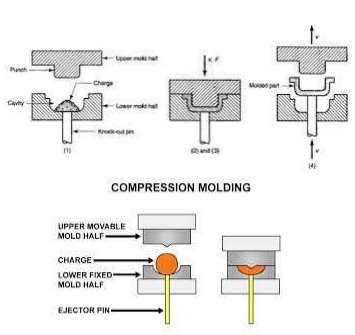
Compression
Molding
• The process of molding a material in a
confined shape by applying pressure and usually heat.
• Almost
exclusively for thermoset materials
• Used to
produce mainly electrical products
Thermoset
granules are “compressed” in a
heated mold to shape required.
Examples:
plugs, pot handles, dishware
Applications
of compression moulding.
1.Dishes , Handles , container caps, fittings, electrical and
electronic components.
2.Scoops, spoilers, hoods, fenders.
3.Polyester fiber glass resin systems (SMC/BMC)
Related Topics