Chapter: Automation, Production Systems, and Computer Integrated Manufacturing : Lean Production and Agile Manufacturing
Lean Production
LEAN PRODUCTION
Lean
production is a term that embraces many of the topics that we have covered in
earlier chapters, topics such as flexible manufacturing, minimizing work in process,
"pull" systems of production control, and setup time reduction. The
term itself was coined by MIT researchers to describe the collection of
efficiency improvements that Toyota Motors undertook to survive in the Japanese
automobile business after World War II . Because of its
origins at Toyota Motors, the same collection of Improvements has also been
called the "Toyota production system'.
Historical Notes: The person given credit for initiating many of the methods of
lean production was Toyota chief engineer named Taiichi Ohno (l9121990). In the
post world War II period, the Japanese autornotive industry had to basically
start over. Ohno visited a U.S.auto plant to learn American production methods.
At that time, the car market in Japan was much smaller than in the U.S., so a
Japanese automotive plant could not afford the large production runs and huge
work in process inventories that we had here. (As it turns out. OUr plants
cannot afford them any longer cithcr.) Ohno knew that Toyota's plants needed to
be more flexible. Also, space was (and is) very precious in Japan. These
conditions. as well as Ohno's apparent aversion to waste in any furm (mllda, as
the Japanese call it). motivated him to develop some of the basic ideas and
procedures that have come \0 be known as lean production. Over the next several
decades. he and his colleagues perfected tbcsc ideas and procedures, which
included just in time production and the kanban system of
production control. smoothed production, setup time reduction, quality circles,
and dcdkated adherence to statistical quality control Ohno himself didnot
coin the term "lean production" to describe the collection
of actions taken at Toyota to improve production efficiency. In fact, he
titled his book, The Toyota Production System: Beyond Large Scale
Production. The term "lean production" was coined by
researchers at MIT to describe the activities and programs that seemed to
explain Toyota's success: the efficiency with which they produced cars and the
qua1ity of the cars they produced.
The MIT research project came to he known as the International
Motor Vehicle Program (IMVP). Included in the research was a survey of 87
automobile assembly plants throughout the world. The research was popularized
by the book The Machine that Changed the World. In the
subtitle of the book was the term "lean production"
Let us
provide two definitions of lean production. Our first definition is a
paraphrase of two of the authors of The
Machine that Changed the World. Womack and Jones define lean as doing "more and more with
less and less less human effort, less equipment, less time, and less space while coming closer and closer to providing
customers with exactly what they want". We are taking some liberties in
using this quote, It comes from their book titled Lean Thinking (p. 15), and they use these words to define
"lean thinking," which is lean production but expanded in scope to
include distribution and other functions beyond the factory.
The
second definition is developed to introduce our discussion of the principles of
lean production. Lean production can
he defined as an adaptation of mass production in which workers and work cells
are made more flexible and efficient by adopting
methods that reduce waste in all forms. According to another author of The Machine that Changed the World, lean production is based on four principles:
minimize waste
perfect firsttime
quality
flexible production
lines
continuous improvement
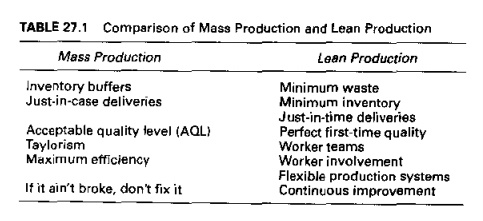
Let us
explain these principles and at the same time compare Jean production with its
predecessor, mass production. The comparison is summarized in Table 27.1.
Minimize Waste. All four principles
of lean production are derived from the first principle: minimize waste. 'Taiichi
Ohno's list of waste forms can be listed as follows:
(1)
production of defective parts, (2) production of more than till: number uf
items needed, (3) unnecessary inventories, (4) unnecessary processing steps,
(5) unnecessary movement of people, (6) unnecessary transport of materials, and
(7) workers waiting. The various procedures used in the Toyota plants were
developed to minimize these forms of waste. A number of these procedures have
been discussed in previous chapters. For example, lean principle 2 (perfect
first time quality), discussed next, is directed at eliminating production of
defective parts (waste form 1). The just in time production system (Section
26.7) was intended to produce no more than the minimum number of parts needed
at the next workstation (waste form 2). This reduced unnecessary inventories
(waste form 3). And so on, as we will see now.
Perfect
First Time Quality. In the area of quality, the comparison between mass production
and lean production provides a sharp contrast. In mass production, quality
control is defined in terms of an acceptable quality level or AQT. (Section 22.2.1). This means
that a certain level of fraction defects is sufficient, even satisfactory. In
lean production, by contrast, perfect quality is required. The just in time
delivery discipline (Section 26.7) used in lean production necessitates a zero
defects level in parts quality, because if the part delivered to the downstream
workstation is defective, production stops. There is minimum in
ventory in lean system to act as a buffer. In mass production, inventory buffers are
used just in case these quality problems occur. The defective work units are
simply taken off the line and replaced with acceptable units, However, the
prohlem is that such a policy tends to perpetuate the cause of the poor quality.
Therefore, defective parts continue to be produced. In lean production. a
single defect draws attention to the quality problem, forcing corrective action
and a permanent solution. Workers inspect
their own production. minimizing the delivery of defects to the downstream
production station
Flexible Production Systems. Mass
production is predicated largely on the principles of Frederick W. Taylor. one
of the leaders of the scientific management movement in the early
1901}s(Historical Note 2.1). According to Taylor, workers had to be told every
detail of their work methods and were incapable of planning their own tasks. By
comparison. Iean production makes use of worker teams to organize the tasks to
be accomplished and worker involvement to solve technical problems. One of the
findings reported in The Machine that Changed the World was that
workers in Japanese "lean production" plants received many more hours of training than their U.S, counterparts
(380 hours of training vs.46 hours. Another finding was the lower number of job
classifications in Japanese lean plants. The study showed an average of 11.9
job classifications in Japanese plants versus an average of 67.1 in L:.S.
plants. Fewer job classifications mean more cross training among workers and
greater flexibility in the work force
In mass
production, the goal is to maximize efficiency. This is achieved using long
production runs of identical parts. Long production runs tolerate long setup
changeovers, In lean production. procedures are designed to speed the
changeover. Reduced setup times allow for smaller batch sizes. thus providing
the production system with greater flexibility. Flexible production systems
were needed in Toyota's comeback period because of the much smaller car market
in Japan and the need to be as efficient as possible.
Continuous Improvement. In mass
production, there is a tendency to set up the operation, and ifitts working, leave it alone. Mass production
lives by the motto: “lf it ain't broke, don't fix it." By contrast. lean
production supports the policy of continuous improvement. Called kaizen by the Japanese, continuous
improvement means constantly searching for and implementing ways to reduce
cost, improve quality, and increase productivity. The scope of continuous
improvement goes beyond factory operations and involves design improvements as
well. Continuous improvement is carried out one project at a time. The projects
may be concerned with any of the following problem areas: cost reduction. quality
improvement, productivity improvement, setup time reduction, cycle time
reduction, manufacturing lead time and working process inventory reduction, and
improvement of product design to increase performance and customer appeal. The
procedure for carrying out a continuous improvement project in the quality area
is outlined in Section 21.4.2, Similar procedures can be applied to other
problem areas.
Related Topics