Chapter: Mechanical : Manufacturing Technology : Abrasive Process and Broaching
Centerless grinding and Internal Grinding
Centerless
grinding
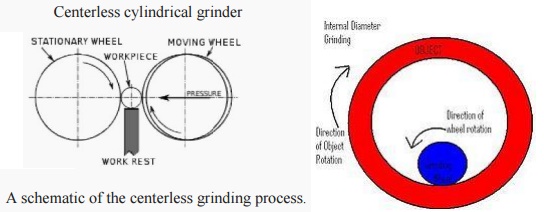
Centerless cylindrical grinder
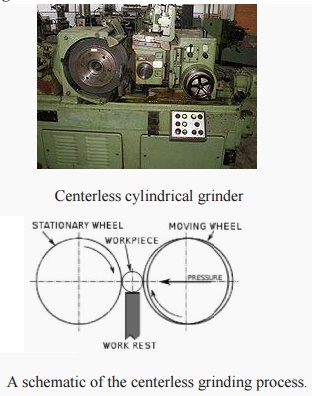
A schematic of the centerless grinding process.
Centerless
grinding is a form of grinding where there is no
collet or pair of centers holding the object
in place. Instead, th ere is a regulating wheel positioned on the o pposite
side of the object to the grinding wheel. A work rest keeps the object at the
appropriate height but has no bearing on its rotary speed. The workblade is
angled slightly towa rds the regulating wheel, with the workpiece c enterline
above the centerlines of the regul ating and grinding wheel; this means that
high spots do not tend to generate corresponding o pposite low spots, and hence
the roundness of parts can be improved. Centerless grinding is much easier to
combine with automatic load ing procedures than centered grinding; thr oughfeed
grinding, where the regulating wheel is held at a slight angle to the part so
that ther e is a force feeding the part through the grinder, i s particularly
efficient.
Internal
Grinding
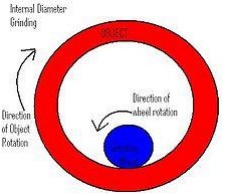
A basic overview of Internal Diameter Cylindrical Grinding. The Curve d Arrows refer to direction of rotation.
ID grinding is
grinding occurring on the inside of an object. The grinding wheel is always
smaller than the width of the object. The object is held in place by a collet, which also rotates the object in place. Just as with OD
grinding, the grinding wheel and the object rotated in opposite directions
giving reversed direction contact of the two surfaces where the grinding
occurs.
Related Topics