Chapter: Automation, Production Systems, and Computer Integrated Manufacturing : Industrial Control Systems
Forms of Computer Process Control
FORMS OF
COMPUTER PROCESS CONTROL
There are various ways in which computers can be
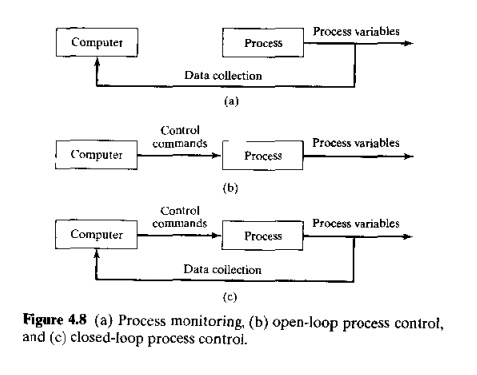
used to control a process. First, we can distinguish between process monitoring
and process control as illustrated in Figure 4.8. In process monitoring. the computer is used to SImply collect data
from the process, while in process
control, the computer regulates the process, In some process control
implementations, certain actions are implemented by the control computer that
require no feedback data to be collected from the process. This is openloop
control However, in most cases, some form of feedback or interlocking is
required to ensure that the control instructions have been properly carried
out. This more common situation is closedloop control.
In this
section. we survey the various forms of computer process monitoring and
control, all hut one of which <Hecommonly used in industry today, The survey
covers the following categories. (1) computer process monitoring. (2) direct
digital control. (3) numerical control and robotics. (4) programmable logic
controllers.Iy) supervisory control, and (6) distributed control systems and
personal computers. The second category, direct digital control, represents a
transitory phase in the evolution of computer control technology, In its pure
[OM, it is no longer used today. However. we briefly describe DDC to expose the
opportunitiex it contributed. The sixth category. distributed control systems
and personal computers. represents the most rCCCIl!means of implementing
computer process control.
Computer Process
Monitoring
Computer
process monitoring is one of the ways in which the computer can be interfaced
wnh a process. Computer process
monitoring involves the use of the computer to observe the process and
associated equipment and to collect and record data from the operation The
computer is not used to directly control the process. Control remains in the
hands of humans who use the data to guide them in managing and operating the process
The data collected by the computer in computer
process monitoring can generally be classifi<.;l! into three categories:
~
Process
datil. These are measured values of input parameters and output variable, that indicate process performance, When the
values are found to indicate a problem, the human operator takes corrective
action.
~
Equipment
data. These data indicate the status of the equipment in the work cell. Functions served by the data include
monitoring machine utilization, scheduling tool changes, avoiding machine
breakdowns. diagnosing equipment malfunctions, and planning preventive
maintenance
~
Product
data. Government regulations require certain manufacturing industries to collect and preserve production oeta on
their products, The pharmaceutical and medical supply industries are prime
examples. Computer monitoring is the most conveOlen, means of satisfying these
regulations. A firm may also want 10 collect product data for its own use
Collecung
data from factory operations can be accomplished by any of several means Shop data can be entered by workers through manual
terminals located throughout the plant or can be collected automatically by
means of limit switches, sensor systems, bar code readers, or other devices.
Sensors arc described in Chapter 5 (Section 5.1). Bar codes and similar automatic identification technologies
are discussed in Chapter 12. The collection and use of production data in
factory operations fer scheduling and tracking purposes is called shop floor control. explained in Chapter
26
Direct
Digital Control
Direct
digital control was certainly one uf the important steps in the development of
computer proc~s.s cont.ro\. Let us briefly examine this computer control mode
and its limitations, which motivated rrnprovernents leading to modern computer
control technology. DIrect dlgrwl
cmllror (DDC) IS a computer process control system in which certain components
in a conventional analog control system are replaced by the digital computer.
The regulation of the process is accomplished by the digital computer on a
timeshared, sampleddata basis rather than by the many
individual analog components working in a dedicated continuous manner. With DDe, the computer calculates the
desired values of the input parameters and set points, and these values are
applied through a direct link to the process; hence the name "direct
digital" control
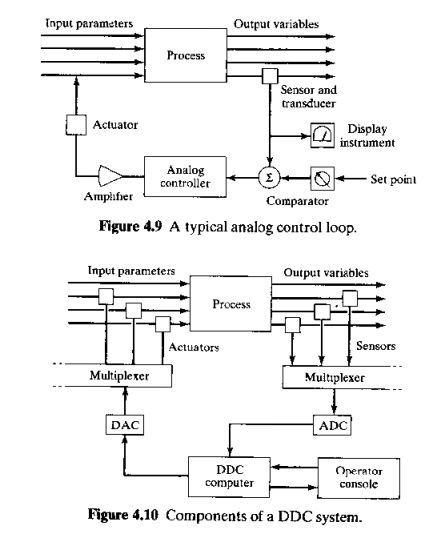
The difference between direct digital control and
analog control can be seen by
comparing Figures 4.9 and 4.10. The first figure shows the instrumentation for
a typical analog control loop. The entire process would have many individual
control loops, but only one is shown here. Typical hardware components of the
analog control loop include the sensor and transducer, an instrument for
displaying the output variable (such an instrument is not always included in
the loop), some means for establishing the set point of the loop (shown us a
dial in the figure, suggesting that the setting is determined by a human
operator). a comparator (to compare set point with measured output variable),
the analog controller. amplifier, and actuator that determines the input
parameter to the process.
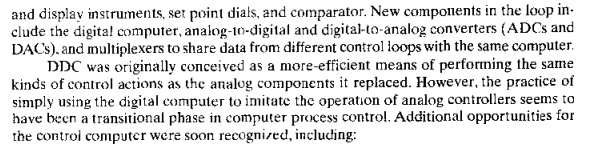
In the DDC
system (Figure 4.10), some of the control loop components remain unchanged,
including (probably) the sensor and transducer as well as the amplifier and
actuator. Components likely to be replaced in
DDC include the analog controller, recording
as a
more efficient means of performing the same kinds of control analog components
it replaced. However, the practice of simply using the digital computer to
imitate the operauou of analog controllers seems to have been a transitional
phase in computer process control. Additional opportunities for the control
computer were soon recogru/ed, including:
More control options than traditional analog. With
digital computer control. it is pasvible to perform morecomplex control
algorithms than with the conventional proportionalintegralderivative control
modes used by analog controllers; for example.on/off control or nonllnearities
in the control functions can he implemented.
lntegrution and optimization of multiple loops, This is
the ability to integrate feedback measurements
from multiple loops and to implement optimizing strategies to improve overall
process performance.
Edumg the control prowams. Using a
digital computer makes it relatively easy to
change the control algorithm if that becomes necessary by simply
reprogramming the computer. Reprogramming the analog control loop is likely to
require hardware changes that are more costly and less convenient.
These
enhancements have rendered the original concept of direct digital control more
or less obsolete. In addition, computer technology itself has progressed
dramatically so that much smaller and lessexpensive yet morepowerful computers
are available for process control than the large mainframes available in the
early 1960& This has allowed computer
process control to be economically justified for much smaller scale processes
and equipment. It has also motivated the use of distributed control systems, in which a network of rnicrocomputers
is utilized to control a complex process consisting of multiple unit operations
and/or machines.
Numerical Control and Robotics
Numerical
C(>n1!01(NC) is another form or industrial computer control. I! involves the
use of the computer (again, a microcomputer) to direct a machine tool through a
sequence of processing slep~ defined by a program of instructions that
specifies the details of each step and their sequence. The distinctive feature
of NC is control of the relative position of a tool with respect to the object
(workpart) being processed. Computations must be made to determine the
trajectory that must be followed by the cutting tool to shape the part
geometry. Hence. N(' requires the controller 10 execute not only seLJuence
control but geometric calculations as well. Because of its importance in
manufacturing automation and industrial control, we devote Chapter 6 to the
topic of NC
Closely related to NC is industrial robotics, in
which the joints of the manipulator (robot arm) are controlled to move the
endofarm through a sequence of positions during the work cycle. As in NC the
controller must perform calculations during the work cycle to implement motion
interpolation. feedback control, and other functionsIn addition, a robotic work
cell usually iuciudc.s. other equipment besides the robot, and the activities
of the other equipment in the work cell must be coordinated with those of the
robotThis coordination is achieved using interlocks. We discuss industrial
robotics in Chapter 7
Programmable logic
Controllers
Programmable
logic controllers (FLCs) were introduced around 1970 as an improvement on the
electromechanical relay controllers used at the time to implement discrete
control in the discrete manufacturing industries. The evolution of PLCs has
been facilitated by advances in computer technology, and presentday PLCs are
capable of much more than the 1970sera controllers. We can define a modern programmable logic controller as a
microprocessorbased controller that uses stored instructions in programmahle
memory to implement logic, sequencing, timing, counting, and arithmetic control
functions for controlling machines and processes. Today's PLCs are used for
both continuous control and discrete control applications in both the process
industries and discrete manufacturing. We cover PLCs and the kinds of control
they are used to implement in Chapter R
Supervisory
Control
The term
supervisory control is usually associated with the process industries. but the
concept applies equally well to discrete manufacturing automation. where it
corresponds 10 the cell or system level. Thus, supervisory control coincides
closely with coordination control in the ANSIIISA·S88 Standard (Section 4.3.3).
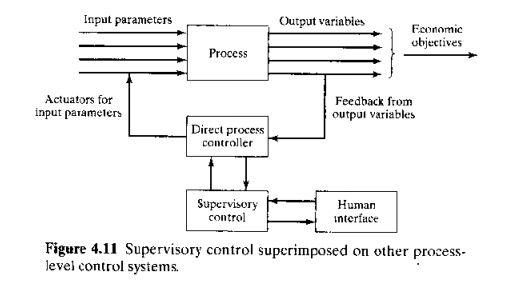
Supervisory control represents a higher level of control than the preceding
forms of process control that we have surveyed in this section (i.e., DOC,
~C,and PLCs).ln general. these other types of control systems are interfaced
directly to the process. By contrast. supervisory control is often superimposed
on these processlevel control systems and directs their operations, The
relationship between supervisory control and the processlevel control
techniques is illustrated in Figure 4.11
In the context of the process industries,supervisory control denotes a control system that
manages the activities of a number of integrated unit operations to achieve
certain economic objectives for the process. In some applications, supervisory
control is not much more than regulatory control or feedforward control. In
other applications, the supervisory control system is designed to implement
optimal or adaptive control. It seeks to optimize some welldefined objective
function. which is usually based on economic criteria such as yield. production
rate, cost, quality, or other objectives that pertain to process performance.
Distributed
Control Systems and Personal Computers
Development
of the microprocessor has had a signifil:ant impact on the design of' control
sysrcrns.tn this section. we consider [wo related aspects of this impact: (I)
distributed control systems and (2) the use of personal computers in control
systems. Before discussing these topics. let us provide a brtef background uf
the microprocessor and iLl uses.
Microprocessors. A microprucrssor is an
integrated circuit chip containing the digital
logic elements needed to perform
arithmetic calculations, execute
instructions stored in
memory. and carry out other data processing tasks. The digital logic clements and their interconnections in the circuit form a builtin
set of instructions that
determines the runemicroprocessor. A vcrv common function
is to serve as the central processing unit microcomputer, By definition. a microcomputer is simply
a small digital
computer whose CPU is a microprocessor and which
performs the haxic functions of a computer. These basic functions consist of
data manipulation and computation. carried out according to software stored in
memory to accomplish user applications, The most familiar and widely used
example of a microcomputer is the persona!
computer (PC), usually programmed with software for business and personal
applications.
Microprocessors arc also widely used as controllers
in industrial control systems, An important distinction between a PC and a
controlleris that the controller must be capable of interacting with the
process being controlled. as discussed in Section 4.3.1, It must be able to
accept data from sensors connected to the process, and it mUSI be able to send
command signals to actuators attached to the process. These transactions arc
made possible by providing the controller with an extensive input/output (lIO)
capability and by designing its microprocessor so that it can make use of this 110
capability. The number and typc of 110
ports arc
important specifications of a microprocessorbased controller. By type of I/O ports. we arc referring to
whether the type of data and signals communicated between the controller and
the process arc continuous Or discrete. We discuss liD techniques in Chapter 5,
In contrast. pes are usually specified on the basis of rncrnorv size and
execution speed. and the microprocessors used in them are designed with this in
mind.
Distributed Control Systems. With the
development of the microprocessor, it became feasible to connect multiple
microcomputers together to share and distribute the process control workload,
The term distributed control system (DeS) is used 10 describe such a
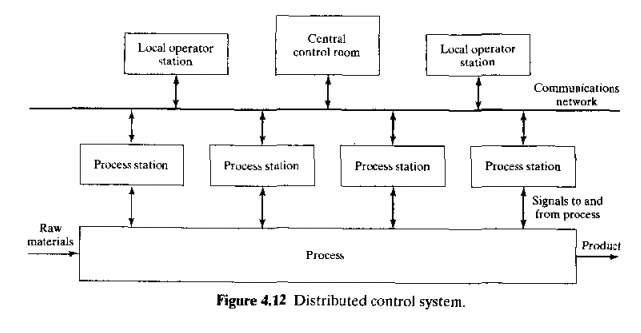
configuration. which consists of the following components and features [13]:
Multiple process control suuions located
throughout the plant to control the individualloops and devices of the process.
A central control room equipped with
operator stations, where supervisory control of the plant is accomplished.
Local operator stations distributed
throughout the plant.This provides the DeS with redundancy. If a control failure occurs
in the central control room. the local operator stations take over the central
control functions. If a local operator station fails, the other local operator
stations assume the functions of the failed station.
All
process and operator stations interact with each other by means of a communications network, or data highwav, as it is often called.
These
component, arc illustrated in a typical configuration of a distributed process
control system presented in Figure 4.12. There arc a number of benefits and
advantages of the nes~ (1) A DeS can be installed for a given application in a
very basic configuration, then enhanced and expanded as needed in the future; (2)
since the system consists of multiple computers. this facilitates parallel
multitasking; (3) because of its multiple computers, a DeS has builtin
redundancy; (4) control cabling is reduced compared with a central computer
control configuration; and (S"fnetworking provides process information
throughout the enterprise for moreefficient plant and process management.
Development of DeS, started around 1970. One of the
first commercial systems was Honeywell's TDC 2000, introduced in 1975 [2]. The
first DeS applications were in the process industries. In the discrete
manufacturing industries, programmable logic controllers were introduced about
the same time. The concept of distributed control applies equally well to PLCs;
that is, multiple PLCs located throughout a factory to control individual
pieces ~f equipment hut integrated by
means of a common communicati?ns netw?rk. TntroduclJon of the PC shortlv after
the Des and PLC, and LIS subsequent mcrease In computing power and rcductio~ in
cost over the years, have stimulated a significant growth in the adoption of
PCbased DCSs for process control applications.
PCt;
in
PrUl;fjt;S Control, Today, pes dominate the computer world.They have
become the standard 1001 by which business is conducted. whether in
manufacturing or in the service sector. Thus, it is no surprise that PCs are
being used in growing numbers in process control applications. Two basic
categories ofPe applications in process control can be distinguished: (1)
operator interface and (2) direct control. Whether used as the operator
interface or for direct control. PCs arc likely to be networked with other
computers to create DCSs
When used
as the operator interface, the PC is
interfaced to one or more PLCs or other devices (possibly other microcomputers)
that directly control the process. Personal computers have been used to perform
the operator interface function since the early 1980s. In this function, the computer performs certain monitoring and
supervisory control functions, hut it does not directly control the process.
Advantages of using a PC as only the operator interface include: (1) The PC'
provides a userfriendly interface for the operator;
(2) the
PC can be used for all of the conventional computing and data processing
functions that PCs traditionally perform: (3) the PLC or other device that is
directly controlling the process is isolated from the Pc. so a PC failure will not disrupt
control of the process; and (4) the computer can be easily upgraded as PC
technology advances and capabilities improve. while the PLC control software
and connections with the process can remain in place.
Direct
control means that the rc is interfaced directly to the process and
controls its operations in real time.
The traditional thinking has been that it is too risky to permit the PC to
directly control the production operation. If the computer were to fail, the
uncontrolled operation might stop working, produce a defective product, or
become unsafe.Another factor i~ that conventional PCs, equipped with the usual
businessoriented operating system and applications software, are designed for
computing and data processing functions, not for process control. They are not
intended to be interfaced with an external process in
the
manner necessary for realtime process control. Finally, most PCs are designed
to be used in an office environment, not in the harsh factory atmosphere.
Recent advances in both PC technology and available
software have challenged this traditional thinking. Starting in the early
1990s, PCs have been installed at an accelerating pace for direct control of
industrial processes. Several factors can be identified that have enabled this
trend:
widespread [amtliartty with pes
availability of highperformance PC's
trend toward
open architecture philosophy
in control systems design
Microsoft's
Windows NTH' (the latest version is
Windows 2000lM) as the operating system of choice.
The peis widely known to the general population in
the United States and other industrialized nations, A large and growing number
of individuals own them. Many others who do not personally own them use them at
work, Userfriendly software for the home and business has certainly contributed
\0 the popularity of pes. There is
a growing expectation by workers that they be provided with a computer in their
workplace, even if that
workplace isin the factory,
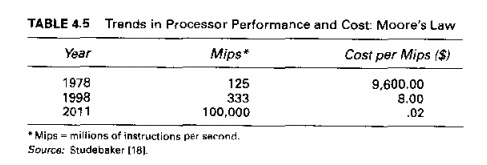
Highperformance CPUs are available in the rarest pes, and the next generation of pes
will be even more powerful. For the last 20 years,it has been observed that
processor speed doubles every 12 1&months. This trend. caned Moore's
1_i1w. is expected to continue for at least another 15 years. At the same
time. processor costs have decreased by several orders of magnitude, and this
trend is expected to continue as welL The projected results are seen in Table
4.5, in which performance is measured in millions of instructions per second
(mips), and cost is measured in dollars per mips. In the earlytomid 1990s. PC
performance surpassed that of most digital SIgnal processors and other
components used in proprietary controllers [16]. New generations of pes are
currently being introduced marc rapidly than PLCs are, allowing cycle speeds of
PCs to exceed those of the latest Pl.Cs,
Another important factor in the use of PCs for
control applications is the availability of control products designed with an open architecture philosophy, in which
vendors of control hardware and software agree to comply with published
standards that allow their products to be interoperable. This means that
components from different vendors can be interconnected in the same control
system. The traditional philosophy had been for each
vendor to
design proprietary systems. requiring the user to purchase the complete
hardware and software package from one supplier. Open architecture allows the
user a wider choice of products in the design of a given process contra!
system, including the Pes used inthc system.
For process control applications, the PC's
operating system must facilitate realtime control and networking. At time of
writing, Microsoft's Windows NT™ (now
Windows 2000™) is being adopted increasingly as the operating system of choice
for control and networking applications. Windows NT provides a multitasking
environment with sufficient security, reliability. and fault tolerance for many
if not most process control applications.
At the
same time. it provides the user friendliness of the desktop PC and most of the
power of an engineering workstation. Installed in the factory, a PC equipped
with Windows NT can perform multiple functions simultaneously, such as data
logging, tread analysis. tool life monitoring, and displaying an animated view
of the process as it proceeds, all while reserving a portion of its CPU
capacity for direct control of the process.
Not all
control engineers agree that Windows NT can be used for critical process
control tasks. For applications requiring microsecond response times, such as
realtime motion control for machine tools, many control engineers are reluctant
to rely on Windows NT. A common solution to this dilemma is 10 install a
dedicated coprocessor in the PC The motion servo loops are controlled in real
time using the coprocessor motion control card, but the overall operating
system is Windows NT.
Regarding (he factory environment issue, this can
be addressed by using industrialgrade: PC~. which arc equipped with enclosures
designed for the rugged plant environment. Compared with the previously
discussed PClPLC configuration,in which the PCis used only a~ the operator
interface, there is a cost saving, Irom installing one PC for direct control
rather than a PC plus a PLC. A related issue i~ data integration: Setting up a
data link between a PC and a PLC is more complex than when the data a re all in
nne PC
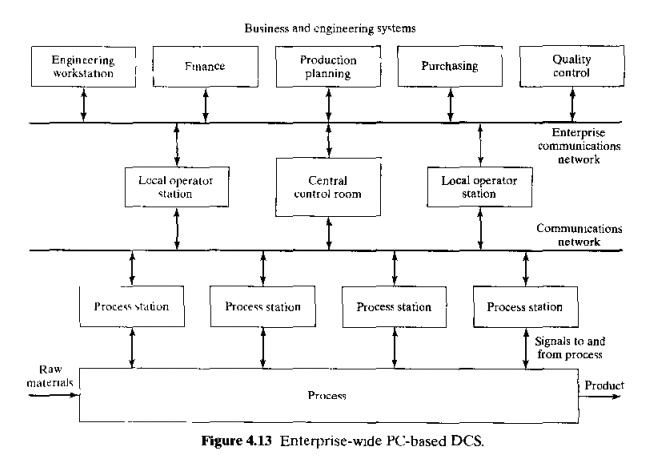
Enterprise·Wide
Integration of Factory Data. The most recent progression in PCbased
distributed control is enterprisewide integration uf factory operations data,
as depicted IJl figure 4.13. This is a trend that is consistent with modem
information management and worker empowerment philosophies. These philosophies
assume fewer levels of company management and greater responsibilities for
frontline workers in sales, order scheduling. and prudu!.:tion, The networking
technologies that allow such integration are available. Windows 20001\1 provides
a number of builtin and optional features for connecting the industrial control
system in the factory to enterprisewide business systems and supporting data
exchange between various applications (e.g .. allowing data collected in the
nlant to be used in analysis packages. such as Excel spreadsheets), Following
arc some of the capabilities that are enabled by making process data available
throughout the enterprise
Sales
personnel can provide realistic estimates on delivery dates to customers, based
on current shop loading.
Order trackers
are able to provide inquiring customers with current status information on
their orders.
Quality
control personnel arc made aware of real or potential quality problems on
current orders, based on access to quality performance histories from previous orders.
Cost
accounting has access to the most recent
production cost data.
Production
personnel can access part and product design details to clarify ambiguities and
do their job more effectively.
Related Topics