Chapter: Automation, Production Systems, and Computer Integrated Manufacturing : Production Planning and Control Systems
Shop Floor Control
SHOP FLOOR
CONTROL
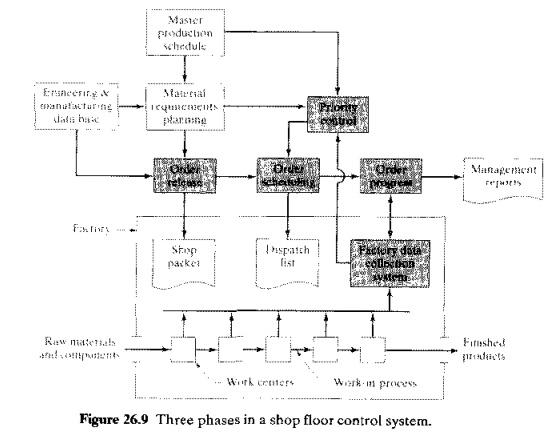
Shop floor control is
concerned with Ihe release of production orders to the factory, monitoring and
controlling the progress of the orders through the various work centers, and
acquiring current information on the status of the orders. A typical shop flour
control system consists of three phases: (1) order release, (2) order
scheduling, and (3) order progress. The three phases and their connections to
other functions in the production management system are pictured in Figure
26.9. In today's implementation of shop floor control, these phases are
executed hy a com hi nation of computer and human resources, with a growing
proportion accomplished by computer
automated methods.
Order Release
"he
order release phase of shop floor control provides the documentation needed to
process a production order through the factory. The collection of document is
sometimes called the shop packet. It
consists of: (1) the route sheet,
which documents the process plan for the item to be produced: (2) material requisitions [0 draw the necessary raw materials
from inventory: (3)job cards or other
means to report direct labor time devoted to the order and to indicate progress
uf the order through the factory; (4) move
tickets to authorize the material handling personnel to transport parts
between work centers in the factory if this kind of authorization is required;
and (5) parts list, if required for
assembly jobs. In rho operation of a conventional factory, which relies heavily
on manual labor, these are paper documents that move with the production order
and are used to track its progress through the shop. In a modern factory,
automated identification and data capture technologies (Chapter 12) are used to
monitor the status of production orders, thus rendering the paper documents (or
at least some of them) unnecessary. We explore these factory data collection
systems in Section 26.4.4.
The order
release module is driven by two inputs, as indicated in Figure 26,9. The first
is the authorization to produce that derives from the master schedule. This
authorization proceeds through MRP which generates work orders with scheduling
information. The second input to the order release module is the engineering and
manufacturing data base which provides the product structure and process
planning information needed to prepare the various documents that accompany the
order through the shop.
Order Scheduling
The order
scheduling module follows directly from the order release module and assigns
the production orders to the various work centers in the plant. In effect,
order scheduling executes the dispatching function in PPC. The order scheduling
module prepares a dispatch list, which indicates which production
orders should be accomplished at the various work centers. It also provides information about relative priorities of
the different jobs, for example, by showing due dates for each job. In current
shop floor control practice, the dispatch list guides the shop foreman in
making Work assignments and allocating resources to different jobs so that the
master schedule can best be achieved.
The order
scheduling module in shop floor control is intended to solve two problems in
production control: (1) machine loading and (2) job sequencing. To schedule a
given
set of
production orders or jobs in the factory, the orders must first be assigned to
work centers. Allocating orders to work centers is referred to as machine loading. The term shop
loading is also
used, which refers to the loading of all machines in the plant. Since the total number of production orders usually
exceeds the number of work centers, each work center will have a queue of
orders waiting to be processed. The remaining question is: In what sequence
should these jobs be processed?
Answering
this question is the problem in job sequencing. Job sequencing involves determining the sequence in which the jobs
will be processed through a given work center.!o determine this sequence,
priorities are established among the jobs in the queue, and the jobs are
processed in the order of their relative priorities, Priority control is a term
used in production control to denote the function that maintains the appropriate
priority
levels
for the various production orders in the shop. As indicated in Figure 26.9,
priority control information is an important input in the order scheduling
module. Some of the dispatching rules used to establish priorities for production
orders in the plant include:'
First-come-first
serve. Jobs are processed in the order in which they arrive at the machine. One
might argue that this rule is the most fair.
Earliest due date.
Orders with earlier due dales
are given higher priorities.
Shortest
processing time. Orders with shorter processing times are given
higher priorities.
Least
slack time. Slack lime is defined as the difference between the
time remaining until due date and the
process time remaining. Orders with the least slack in their schedule are given
higher priorities.
Critical
ratio. The critical ratio is defined as the ratio of the time remaining until due date divided by the process time
remaining. Orders with the lowest critical ratio are given higher priorities.
When an
order is completed atone work center, it enters the queue at the next machine
in its process routing. That is, the order becomes part of the machine loading
for the next work center, and priority control is utilized to determine the sequence
of processing among the jobs at that machine.
The
relative priorities of the different orders may change over time. Reasons
behind these changes include: (1) lower or higher than expected demand for
certain products,
(2)
equipment breakdowns that cause delays in production, (3) cancellation of an
order by a customer, and (4) defective raw materials that delay an order. The
priority control function reviews the relative priorities of the orders and
adjusts the dispatch list accordingly.
Order Progress
The order
progress module in shop floor control monitors the status of the various orders
in the plant, WIP, and other characteristics that indicate the progress and
performance of production. The function of the order progress module is to
provide information that is useful in managing the factory based on data
collected from the factory. The information presented to production management
is often summarized in the form of reports, such as the following:
Work
order status reports. These reports indicate the status of production
orders. Typical information in the
report includes the current work center where each order is located, processing
hours remaining before completion of each order, whether the job is on-time or
behind schedule, and priority level.
Progress reports, A
progress report is used to report performance of the shop during a certain time
period (e.g., week or month in the master schedule).!! provides information on
how many orders were completed during the period, how many orders should have
been completed during the period but were not, and so forth.
Exception reports; An
exception report indicates the deviations from the production schedule (c.g .. overdue jobs]. and
similar exception information

Factory
Data Collection System
There arc
a variety of techniques used to collect data from the factory floor. These
techniques range from clerical methods which require workers to fill out paper
forms that are later compiled, to fully automated methods, that require no
human participation. The factory data
collection system (FDC system} consists of the various
paper documents, terminals, and automated devices located throughout the plant
for collecting data on shop floor operations. plus the means for compiling and
processing the data. The factory data collection system serves as an input to
the order progress module in shop Floor control. as illustrated in Figure 26.9.
It iv also an input to priority control, which affects order scheduling.
Examples of the types of data on factory operations collected by the FOC system
include: piece counts completed at a certain work center. direct labor time
expended on each order. parts that are scrapped. parts requiring rework, and
equipment down-time. The data collection system can also include the time
clocks used hy employees to punch in and out of work.
The
ultimate purpose of the factory data collection system is twofold (1) (0 supply status and performance
data to the shop floor control system and (2) to provide current information to
production foremen, plant management. and production control personnel To
accomplish this purpose. the factory data collection system must input data to
the plant computer system. In current Cl M technology. this is done using an
online mode, in which the data arc entered directly into the plant computer
system and are immediately available to the order progress module, The
advantage of online data collection is that the data file representing the
status of the shop can be kept current at all times. As changes in order
progress are reported. these changes arc immediately incorporated into the shop
status file. Personnel with a need to know can access this status in real-time
and be confident that they have the most up-to-date information on which to
base any decisions. Even though a modern FOC system is largely computerized.
paper documents are still used in factory operations, and our coverage includes
both manual (clerical) and automated systems.
Manua,1
(Clerical) Data Input Techniques. Manually oriented techniques of
factory data collection are those in which the production workers must read
from and fill out paper forms indicating order progress data. The forms are
subsequently turned in and compiled, using a combination of clerical and
computerized methods. The paper forms include:
Job traveler; This is a log sheet that travels
with the shop packet through the factory. Workers", ho spend time on the
order are required 10 record their times on the log sheet along with other data
such 'l'i the date, piece counts, defects. and so forth. The job traveler
becomes the chronological record of the processing of the order. The problem
with this method is irs inherent incompatibility with the
principles of real-time data collection. Since the job traveler moves with the
order, it is not readily available for compiling current order progress.
Employee
time sheets. In the typical operation of this method. a daily
time sheet is prepared for each
worker, and the worker must fill out the form to indicate work that he/she
accomplished during the day. Typical data entered on the form include order
number, operation number on the route sheet, number of pieces completed during
the day, and time spent. Some of these data are taken from information contained
1ll the documents traveling with the order (e.g., typical documents traveling
with the order include one or more engineering drawings and route sheets). The
time sheet is turned in daily, and order progress information is compiled
(usually by clerical staff).
Operation
tear strips. With this technique, the traveling documents
include a set of preprinted tear
strips that can be easily separated from the shop packet. The preprinted data
on each tear strip includes order number and route sheet details. When a worker
finishes an operation or at the end of the shift, one of the tear strips is
torn off. piece count and trme data are recorded by the worker. and the form is
turned in to report order progress.
Prepunched
cards. This is essentially the same technique as the tear strip method. except
that prepunched computer cards are included with the shop packet instead of
tear strips. The prepunched cards contain the same type of order data, and the
workers must write the same kind of production data onto the card, The
difference in the use of pre punched cards is that in compiling the daily order
progress, mechanized data processing procedures can be used to record some of
the data.
There arc
problems with all of these manually oriented data collection procedures. Thev
all rely on the cooperation and clerical accuracy of factory workers to record
data onto a paper document. There are invariably errors in this kind of
procedure. Error rates associated with handwritten entry of data average about
3% (one error out of 30 data entries). Some of the errors can be detected by
the clerical staff that compiles the order progress records. Examples of
detectable errors include: wrong dates, incorrect order numbers (the clerical
staff knows which orders are in the factory, and they can usually figure out
when an erroneous order number has been entered by a worker), and incorrect
operation numbers on the route sheet. (If the worker enters a certain operation
number, but the preceding operation number has not been started, then an error
has been made.) Other errors are more difficult to identify. If a worker enters
a piece count of 150 pieces that represents the work completed in one shift
when the batch size is 250 parts, this is difficult for the clerical staff to
verify. If a different worker on the following day completes the batch and also
enters a piece count of 150, then it is obvious that one of Ihe workers
overstated his/her production, but which one? Maybe both.
Another
problem is the delay in submitting tile order progress data for compilation. There
is a time lapse in each of the methods between when events occur in the shop
and when the paper data representing those events are submitted. The job
traveler method is the worst offender in this regard. Here the data might not
be compiled until the order has been completed, too late to take any corrective
action. This method is of little value in a shop floor control system. The
remaining manual methods suffer a one-day delay since the shop data are
generally submitted at the end of the shift, and a summary compilation is nor
available until the following day. In addition to the delay in submitting the
order dahl, there is also a delay associated with compiling the data into
useful reports. Depending on how the order progress procedures are organized,
the compilation may add several days to the reporting cycle.
Automated and Semi Automated Data
Collection Systems. Because of the
problems associated with the manual/clerical procedures. techniques have
been developed that use data collection terminals located in the factory. Data
collection terminals require workers to input data relative to order progress
using simple keypads or conventional alphanumeric keyboards. Data entered by
keyboard are subject to error rates of around O.3%"(one error in
300 data entries), <III order uf magnitude improvement in
data accuracy over handwritten entry. Also, error-checking routines can be
incorporated into the entry procedures to detect syntax and certain other types
of errors. Because of their widespread use in our society. PCs are becoming
more and more common in the factory, both for collection of data and for
presenting engineering and production data to shop personnel.
The data
entry methods also include more automated input technologies such as optical
bar code readers or magnetic card readers. Certain types of data such as order
number. product identification, and operation sequence number can be entered
with automated techniques using bar-coded or magnetized cards included with the
shop documents (refer back to the barcoded route sheet in Figure 12.7).
Using
either PCs or terminals that combine keypad entry with bar code technology,
there are various configurations of data collection terminals that can be
installed in the factory. These configurations include:
One
centralized terminal In this arrangement there is a single terminal located
centrally in the plant. This requires all workers to walk from their
workstations to the central location when they must enter the data. If the
plant is large, this becomes inconvenient. Also, use of the terminal tends to
increase at time of shift change, resulting in significant lost time for the
workers.
Satellite
terminals. In this configuration, there are multiple data
collection terminals located throughout the plant. The number and locations are
designed to strike a balance between minimizing the investment cost in
terminals and maximizing the convenience of the plant workers.
Workstation
terminals. The most convenient arrangement for workers is to
have a data collection terminal
available at each workstation. This minimizes the time lost in walking to
satellite terminals or a single central terminal. Although the investment cost
of this configuration is the greatest, it may he justified when the number of
data transactions is relatively large and when the terminals are also designed
to collect certain data automatically.
The trend
in industry is toward more use of automation in factory data collection
systems. Although the term "automation" is used,many of the
techniques require the participation of human workers; hence, we have included
"semi-automated" in the subtitle for this category of data collection
system
Related Topics