Chapter: Automation, Production Systems, and Computer Integrated Manufacturing : Production Planning and Control Systems
Capacity Planning
CAPACITV PLANNING
A
realistic master schedule must be consistent with the production capabilities
and limitations of the plant that will produce the product. Accordingly the
firm must know its production capacity and must plan for changes in capacity to
meet changing production requirements specified in the master schedule. In
Chapter 2, we defined production capacity and formulated ways for determining
the capacity of a plant Capacity planning
is concerned with determining what labor and equipment resources are required
to meet the current MPS as well as long-term future production needs of the
firm (see Section 25.4). Capacity planning also serves to identify the
limitations of the available production resources so that an unrealistic master
schedule is not planned.
Capacity
planning is typically accomplished in two stages, as indicated in Figure 26.8:
first, when the Mrs is established: and second, when the MRP computations are
done. In the MPS stage. a rough-cut
capacity planning (Reep) calculation is made to assess the feasibility of
the master schedule. Such a calculation indicates whether there is a
significant violation of production
capacity in the MPS. On the other hand, if the calculation shows no capacity
violation, neither does it guarantee that the production schedule can be met.
This
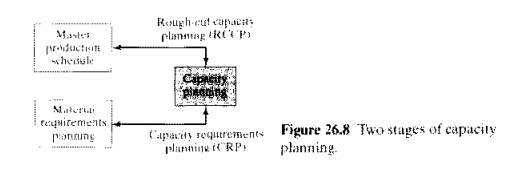
depend on allocation of work orders to specific work cells in the plant. Accordingly. a second capacity calculation is malic at the MRP schedule is prepared. Called capacity requirements planning (CRP). this detailed calculation determine, whether there is sufficient production capacity in the individual departments and work cells to complete the specific parts and assemblies that have been scheduled by MRP. If the schedule is not compatible with capacity, then adjustments must be made either in plant capacity or in the master schedule
Capacity
adjustments can be divided into short term adjustments and long-term
adjustments. Capacity adjustments for the short term include'
• Employment levels. Employment
in the plant can be increased or decreased in response to changes in capacity
requirements,
• Temporary workers. Increases
in employment level can also be made by using working from a temporary agency.
When the busy period is passed, these workers move to positions at other companies where their services are
needed.
• Number of work shifts. The number of shifts worked per
production period can be increased or
decreased.
• Labor hours. The number
of labor hours per shift can be increased or decreased, through the use of overtime or reduced hours.
• Inventory stockpiling. This
tactic might be used to maintain steady employment levels during slow demand
periods
• Order backl"C,5. Deliveries
of the product to the customer could be delayed during busy periods when production resources are insufficient to keep up
with demand.
• Subcontracting. This
involves the letting of jobs to other shops during busy periods. or the taking in of extra work during
slack periods
Capacity
planning adjustments for the long term include possible changes in production capacity
that generally require long lead times. These adjustments include the following
types of decisions'
New
equipment Investments. This involves investing in more machines or more
productive machines to meet increased future production requirements, or
investing in new types of machines to match future changes in product design.
New plant
construction. Building a new factory represents a major
investment for the company. However.
it also represents a significant increase in production capacity for the firm. Purchase
of existing plants from other companies.
Acquisition
oj existing companies. This may be done to increase productive capacity). However. there are usually more
important reasons for t<lking over an existing company,
for example, to achieve economies of scale that result from increasing market
share and reducing staff .
Plant
closings. This involves the closing of plants that will not be needed in the future,
Many of
these capacity adjustments are suggested by the capacity equations and models
presented in Chapter 2
Related Topics