Chapter: Automation, Production Systems, and Computer Integrated Manufacturing : Production Planning and Control Systems
Material Requirements Planning
MATERIAL REQUIREMENTS PLANNING
Material requirements planning (MRP) is a computational technique that converts the master schedule for end products into a detailed schedule for the raw materials and components used in the end products. The detailed schedule identifies the quantities of each raw material and component item. It also indicates when each item must be ordered and delivered to meet the master schedule for final products. MRP is often thought of as a method of inventory control. Even though it is an effective tool for minimizing unnecessary inventory investment, MRP is also useful in production scheduling and purchasing of material.
The distinction between independent demand and dependent demand is important in MRP. independent demand means that demand for a product is unrelated to demand for other items. Final products and spare parts are examples of items whose demand is independent. Independent demand patterns must usually be forecasted. Dependent demand means that demand for the item is directly related to the demand for some other itern.usually a final product. The dependency usually derives from the fact that the item is a component of the other product. Not only component parts but also raw materials and subassemblies are examples of items subject to dependent demand.
Whereas demand for the firm's end products must often be forecasted, the raw materials and component parts should not be forecasted. Once the delivery schedule for end products i; established, the requirements for components and raw materials can be directly calculated. For example. even though demand for automobiles in a given month can only he forecasted. once the quantity is established and production is scheduled, we know that five tires will be needed to deliver the car (don't forget the spare).MRP is the appropriate technique for determining quantities of dependent demand items. These items constitute the inventory of manufacturing: raw materials, work-in-process (WIP), component parts, and subassemblies. That is why MRP is such a powerful technique in the planning and control of manufacturing inventories. For independent demand items, inventory control is often accomplished using Older point systems, described in Section 26.5.1.
The concept of M}{P is relatively straightforward. Its implementation is complicated b y the sheer magnitude of the data to be processed, The master schedule provides the overall production plan for the final products in terms of month-by-month deliveries. Each product may contain hundreds of individual components. These components are produced from raw materials, some of which arc common among the components. For example, several components may be made out of the same gauge sheet steel. The components are assembled into simple subassemblies. and these subassemblies are put together into more complex subassemblies, and so on, until the final products are assembled. Each step in the manufacturing and assembly sequence takes time. All of these factors must be incorporated into the MRP calculations. Although each calculation is uncomplicated, the magnitude of the data isso large that the' application of MRP is practically impossible except by computer processing.
In our discussion of MRP that follows. we first examine the inputs to the MRP sys· tern. We then describe how MRP works, the output reports generated by the MRP computations and finally the benefits and pitfalls that have been experienced with MRP systems in industry.
Inputs to the MRP System
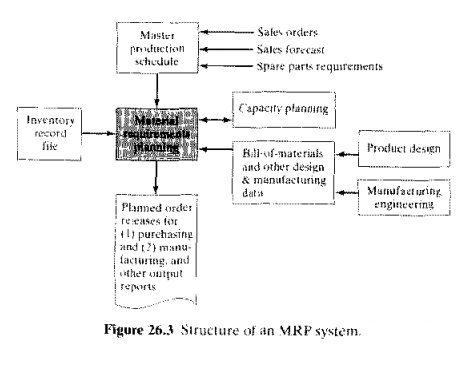
To function. the MRP program must operate on data contained in several files. These files serve as inputs to the MRP processor They are: (I) MPS,(2) bill of materials file and other engineering and manufacturing data. and (3) inventory record file. Figure 26.3 illustrates the flow of data into the MRP processor and its conversion into useful output reports. In a properly implemented MRP system.capacity planning also provides input to ensure that the MRP schedule does not exceed the production capacity of the firm. More on this in Section 20.3.
The MPS lists what end product, and how many of each are to be produced and when they are to be ready for shipment, as shown in Figure 26 2(b). Manufacturing firms generally work toward monthly delivery schedules, but the master schedule in our figure uses weeks as the time periods. 'Whatever the duration, these time periods art called time buckets in MRP. Instead of treating time as a continuous variable (which of course, it is). MRP makes its computations of materials and parts requirements in terms of time buckets
The bill of materials (BOM)file is used to compute the raw material and component requirements for end products listed in the master schedule. It provides information on the product structure by listing the component parts and subassemblies that make up each product. The structure of an assembled product can be illustrated as in Figure 26.4. This is much simpler than most commercial products. but its simplicity will serve for illustration purposes. Product PI is composed of two subassemblies, Sl and S2, each of which is made up of components Cl, C2, and C3, and C4, C'l, and C6, respectively. Finally, at the
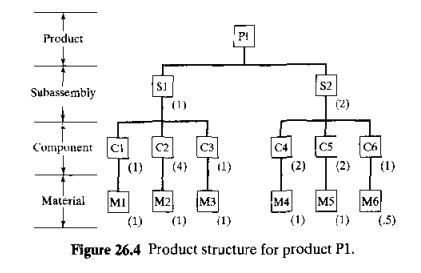
bottom level are the Jaw materials that go into each component. The items at each successively higher level are called the parents of the items feeding into it from below. For ex
ample, Sl is the parent of Cl, C2, and C3. The product structure must also specify the number of each subassembly, component, and raw material that go into its respective parent. These numbers are shown in parentheses in our figure.
The inventory record file is referred to as the item master file in a computerized inventory system. The types of data contained in the inventory record are divided into three segments:
Item master data. This provides the item's identification (part number) and other data about the part such as order quantity and lead times.
2, Inventory status. This gives a time phased record of inventory status. In MRP, it is important to know not only the current level of inventory, but also any future changes that will occur against the inventory. Therefore, the inventory status segment lists the gross requirements for the item, scheduled receipts, on hand status, and planned order releases, as shown in Figure 26.6.
Subsidiary data. Thc third file segment provides subsidiary data such as purchase orders, scrap or rejects, and engineering changes.
Haw MRP Works
The MRP processor operates on data contained in the MPS, the 80M file, and the inventory record file. The master schedule specifies the period-by-period list of final products required. The 80M defines what materials and components are needed for each product. And the inventory record file contains data on current and future inventory status of each product, component, and material. The MRP processor computes how many of each component and raw material are needed each period by "exploding" the end product requirements into successively lower levels in the product structure.
EXAMPLE 26.1 MRP Gross Quantity Computations
In the master schedule of Figure 26.2. 50 units of product PI are to be completed in week 8. Explode this product requirement into the corresponding number of subassemblies and components required.

Several complicating factors must be taken into account during the 'MRP computations. First. the quantities of components and subassemblies listed in the solution of Example 26.1 do not account for any of those items that may already be stocked in inventory or arc expected to be received a, future orders. Accordingly, the computed quantities must be adjusted for any inventories on hand or on order, a procedure called netting. For each time bucket, net requirements = gross requirements less on-hand inventories and less quantities on order
Second. quantities of common use items must be combined during parts explosion to determine the total quantities required for each component and raw material in the schedule. Common use items arc raw materials and components that are used on more than one product. MRP collects these common use items from different products to effect economics in ordering the raw materials and producing the components.
Third. lead times for each item must be taken into account. The lead time for a job is the time that must be allowed to complete the job from start to finish. There are two kinds of lead times in MRP: ordering lead times and manufacturing lead times. Ordering lead time for an item is the time required from initiation of the purchase requisition 10 receipt of the item from the vendor. If the item is a raw material that is stocked by the vendor.fhe ordering lead time should be relatively short, perhaps a few days or a few weeks. If the item is fabricated, the lead time may be substantial, perhaps several months. Manufacturing lead time is the time required to produce the item in the company's own plant, from order release to completion, once the raw materials for the item are available. The scheduled delivery of end products must be translated into time phased requirements for components and materials by factoring in the ordering and manufacturing lead times.
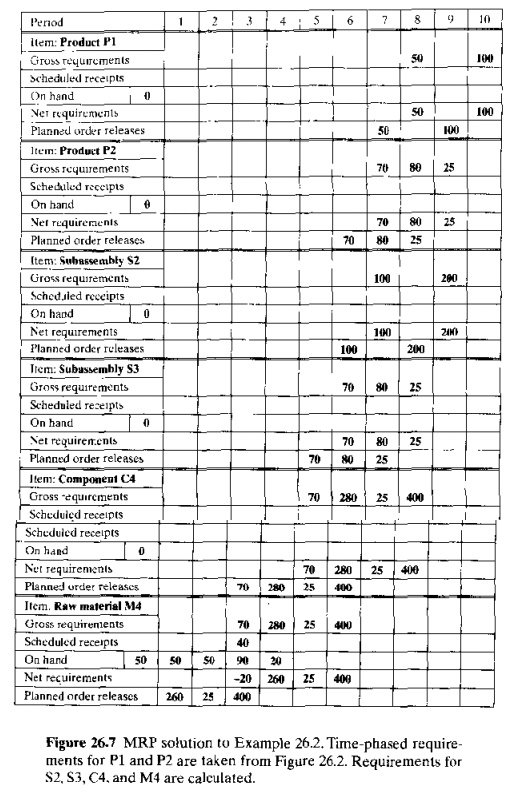
EXAMPLE 26.2 MRP Time Phased Quantity Requirements
To illustrate these various complicating factors, let us consider the MRP procedure for component C4, which is used in product PI. This part also happens to be used on product P2 of the master schedule in Figure 26.2. The product structure for P2 is shown in Figure 26.5. Component C4 is made out of material
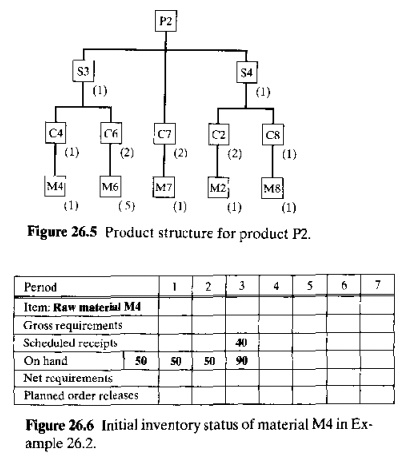
M4, one unit of M4 for each unit of C4, and the inventory status of M4 is given in Figure 26.6. The lead times and inventory status for each of the other items needed in the MRP calculations are shown in the table below. Complete the MRP calculations to determine the time-phased requirements for items 52, 53, C4,and Ma. based on the requirements for PI and P2 given in the MP5 of Figure 26.2. We assume that the inventory on hand or on order for PI, P2. 82, 53, and C4 is zero for all future periods except for the calculated values in this problem solution.
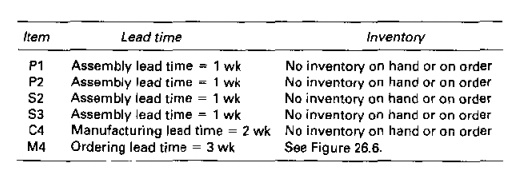
Solution.. The results of the MRP calculations are given in Figure 26.7, The delivery requirements for P1 and P2 must he offset by their I wk assembly lead time to obtain the planned order releases. These quantities are then exploded into requirements for subassemblies 52 (for PI) and 83 (for P2)_These requirements are offset by their I wk assembly lead time and combined in week 6 to obtain gross requirements for component C4. Net requirements equal gross requirements for PI, Pl, S2, 53, and C4 because of no inventory on hand and no planned orders, We see the effect of current inventory and planned orders in the time-phased inventory status of M4. The on hand stock of 50 units plus scheduled receipts of 40 are used to meet gross requirements of 70 units of M4 inweek 3, with 20 units remaining that can be applied to the gross requirements of 280 units in week 4. Net requirements in week 4 are therefore 2&1 units. With an ordering lead time of 3 wk, the order release for 260 units must be planned for week 1
MRP Outputs and Benefits
The MRP program generates a variety of outputs that can be used in planning and managing plant operations. The outputs include: (I) planned order releases. which provide the authority to place orders that have been planned by the MRP system:(2) report of planned order releases in future period (3) rescheduling notices, indicating changes in due dates for open orders: (4) cancelation notices, indicating that certain open orders have been canceled because of changes in the MPS; (.:1) reports on inventory status; (6) performance reports of various types. indicating costs. Item usage, actual versus planned lead times. and sO on: (7) exception reports. showing deviations from the schedule, orders that are overdue, scrap, and so on: and (R) inventory forecasts. indicating projected inventory levels in future periods
Of the MRP outputs listed above. the planned order releases are the most important because they drive the production system. Planned order releases are of two kinds, purchase orders and work orders. Purchase orders provide the authority to purchase raw materials or parts from outside vendors, with quantities and delivery dates specified. Work orders generate the authority to produce parts or assemble subassemblies or products in the company's own factory. Again quantities to be completed and completion dates are specified.
Many benefits are claimed for a well designed MRP system. Benefits reported by users include the following:{t) reduction in inventory, (2) quicker response to changes in demand than is possible with a manual requirements planning system. (3) reduced setup and product changeover costs, (4) better machine utilization,(5) improved capacity to respond to changes in the master Schedule, and (0) as an aid in developing the master schedule.
Notwithstanding these claimed benefits. the success rate in implementing MRP systems throughout industry has been less than perfect. Reasons why some MRP systems have not been successful include: (I) the application was not appropriate, usually because the product structure did not fit the data requirements of MRP; (2) the MRP computations were based on inaccurate data; and (3) the MPS was not coupled with a capacity planning system. therefore the MRP program generated an unrealistic schedule of work orders that overloaded the factory.
Related Topics