Chapter: Automation, Production Systems, and Computer Integrated Manufacturing : Production Planning and Control Systems
Inventory Control
INVENTORY CONTROL
Inventory
control is concerned with achieving an appropriate compromise between two
opposing objectives: (I) minimizing the cost of holding inventory and (2)
maximizing service to. customers. On the one hand, minimizing inventory cost
suggests keeping inventory to a minimum. In the extreme, zero inventory On the
other hand, maximizing customer service Implies keeping large stocks on hand
from which the customer can choose and immediately lake possession.
The types
of Inventory of greatest interest in PPC arc raw materials, purchased components,
in-process inventory (WIP), and finished products. The major costs of holding
inventory are (1)
investment costs, (2) storage
costs, and (3) cost of possible obsolescence or spoilage. The three costs arc
referred to collectively as carrying
costs or holding costs: Investment
cost is usually the largest component; for example, when a company borrows
money at a high rate or interest
to invest in materials being processed in
the factory,
but the materials arc months away from being delivered to the customer.
Companies can minimize holding costs by minimizing the amount of inventory on
hand. However, when inventories are minimized, customer service may suffer.
inducing customers to take their business elsewhere. This also has a cost,
called the stock-out cost. Most
companies want 10 minimize stock-out cost and provide good customer service.
Thus. they are caught on the horns of an inventory control dilemma: balancing
carrying costs against the cost of poor customer service.
In our
introduction to MRP (Section 26.2), we distinguished between two types of
demand, independent and dependent. Different inventory control procedures are
used for in. dependent and dependent demand items. For dependent demand items,
MRP is the most widely implemented technique. For independent demand items,
order point inventory systems are commonly used.
Order Point Inventory Systems
Order
point systems are concerned with two related problems that must be solved when
managing inventories of independent demand items: (1) how many units should be
ordered? and (2) when should the order be placed? The first problem is often
solved using economic order quantity formulas. The second problem can be solved
using reorder point methods.
Economic
Order Quantitv Formula. The problem of deciding on the most appropriate
quantity to order or produce arises when the demand rate for the item is fairly
constant, and the rate at which the item is produced is significantly greater
than its demand rate. This is the typical make-to-stock
situation. The same basic problem occurs with dependent demand items when usage
of the item is relatively constant over time due to a steady production rate of
the final product with which the item is correlated. In this case, it may make
sense to endure some inventory holding costs so that the frequency of setups
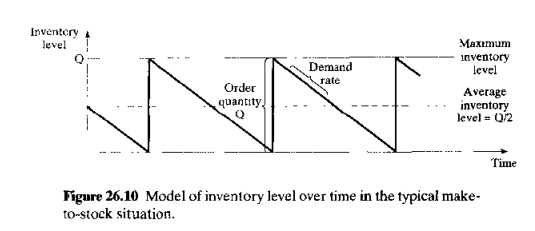
and their associated costs can be reduced. In these situations where demand
rate remains steady, inventory is gradually depleted over time and then quickly
replenished to some maximum level determined by the order quantity. The sudden
increase and gradual reduction in inventory cause. the inventory level over
time to have a saw-tooth appearance, as depicted in Figure 26.10
A total
cost equation can be derived for the sum of carrying cost and setup cost for
the inventory model in Figure 26.10. Because of the saw-tooth behavior of
inventory level, the average inventory level is one-half the maximum level Q in our
figure. The total annual inventory cost is therefore given by:
where TIC
== total annual inventory cost
(holding cost plus ordering cost, $/yr),Q = order
quantity (pc/order), Ch = carrying or holding cost ($/pc/yr), Csu = setup cost and/or or
during
cost for an order ($/setup or $/order), and D. = annual demand for the item
(pc/yr). In the equation, the ratio Da/Q
is the number of orders or batches produced per year. which therefore gives the
number of setups per year.
The
holding cost en consists of two main components, investment cost and storage
cost. Both are related to the time that the inventory spends in the warehouse
or factory. As previously indicated, the investment eo~1results from the money
the company must invest in the inventory before it is sold to customers. This
inventory investment cost can be calculated as the interest rate paid by the
company i (%/100), multiplied by the value
(cost) of the inventory.
Storage
cost occurs because the inventory takes up space that must be paid for. The
amount of the cost is generally related to the size of the part and how much
space it occupies. As an approximation, it can be related to the value or cost
of the item stored. For our purposes, this is the most convenient method of
valuating the storage cost of an item. By this method, the storage cost equals
the cost of the inventory multiplied by the storage rate, ,I'. The term s is the storage cost as a fraction (%/100)
of the
value of the item in inventory.
Combining
interest rate and storage rate into one factor, we have h = i + s. The term h is called the holding cost rate.
Like i and s, it is a fraction (%/100) that is multiplied by the cost
of the part to evaluate the holding cost of investing in and storing WIP. Accordingly, holding cost can be
expressed as follows

where Ch = holding (carrying) cost
($/pc/yr), Co = unit
cost of the item ($/pc). and h = holding cost rate (rate/yr).
Setup
cost includes the cost of idle production equipment during the changeover time
between batches. The costs of labor performing the setup changes might also be
added in. Thus,

where Csu = setup cost ($/setup or
$/order), Tsu = setup or changeover
time between batches, (hr /setup or hr/order),
and c(dt) = cost rate of machine downtime
during the changeover ($/hr). In cases where parts are ordered from an outside
vendor, the price quoted by the vendor usually includes a setup cost, either
directly or in the form of quantity discounts. Csu should also include the internal costs of placing the order to
the vendor.
Eq.
(26.1) excludes the actual annual cost of part production. If this cost is
included then annual total cost is given by the
following equation:
DaDp= arnual demand (pc/yr) multipled by cosst
per item (S/pc),
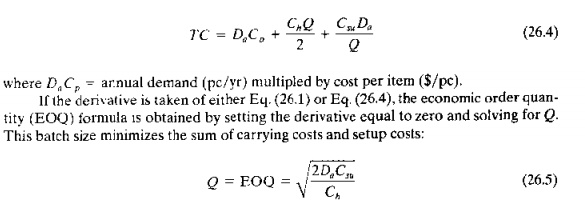
If the
derivative is taken of either Eq. (26.1) or Eq. (26.4), the economic order
quantity (EOQ) formula IS obtained by setting the derivative equal to zero and
solving for Q. This batch size minimizes the sum of carrying costs and setup
costs'
where EOQ
= economic order quantity (number of parts to be produced per batch,
pc/batch or pc/order]. and the other terms have been defined previously.
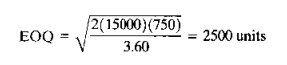
EXAMPLE 26.3 Economic Order Quantity Formula
The
annual demand for a certain item made-to-stock = 15,000
pc/yr. One unit of the item costs $20.00. and the holding cost rate = 18%/yr. Setup time to produce a
batch = 5 hr. The cost of equipment
downtime plus labor = $150/hr,
Determine the economic order quantity and the total inventory cost for this
case.
Solution: Setup
cost C,u = 5 x $150
= $750. Holding cost per unit = 0.18 x $20.00 = $3.60. Using these values and the annual demand rate in the EOQ
formula, we have
Total
inventory cost is given by the TIC equation:
TIC = 0,5(3.60)(2500) + 750(15,000/2500) = $9000
Including
the actual production costs in the annual
total, by Eq (26.4) we have:
TC = 15J)[)0(20) +
9000 = $309,000
The
economic order quantity formula has been widely used for determining so-called
optimum batch sizes in production. More sophisticated forms of Eqs, (40.1) and
(40.4) have appeared in the literature; for example, models that take
production rate into account to yield alternative EOQ equations [S]. Eq. 26.5
is the most general form and, in the author's opinion. quite adequate for most
real-life situations. The difficulty in applying the EOQ formula is in
obtaining accurate values of the parameters in the equation, namely(l) setup
cost and (2) inventory carrying costs. These cost factors are usually difficult
to evaluate; yet they have an important impact on the calculated economic batch
size.
There is
no disputing the mathematical accuracy of the EOQ equation. Given specific
values of annual demand (Da),setup cost (Csu).and
carrying Cost (e,,), Eq. (26.5) computes the lowest cost batch size to whatever level
of precision the user desires. The trouble is that the user may be lulled into
the false belief that no matter how much it CUS1~ to change the setup. the EOO
formula always calculates, the optimum batch size. For many years in U.S.
industry, this belief tended to encourage lung production runs by manufacturing
manager". The thought process went something like this: "If the setup
cost increases, we just increase the batch size. because the EOO formula always
tells us the optimum production quantity."
The user
of the EOQ equation must not lose sight of the total inventory cost ITIC)
equation. Eq. (26.1). from which EOQ is derived. Examining the TIC equation. a
cost conscious production manager would quickly conclude that both costs and
batch sizes can be reduced by decreasing the values of holding cost (ch) and
setup cost (Cus). The production manager may not be able to exert
much influence on holding cost because it is determined largely by prevailing
interest rates. However. methods can be developed to reduce setup cost by
reducing the time required to accomplish the changeover of a machine. Reducing setup times
is an important focus in just-in-time review the approaches for reducing setup
time in Section 26.7.2
Reorder
Point Systems. Determining the economic order quantity is nut the
only
problem
that must be solved in controlling inventories in make-to-stock situations, The
other
problem is deciding when to reorder. One of the most widely used methods is the
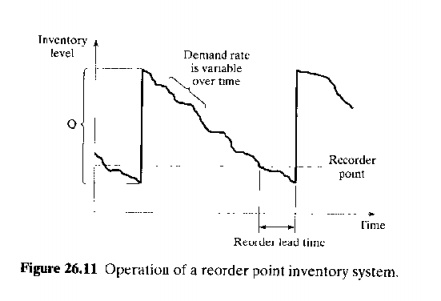
reorder point system. Although we have drawn the inventory level in Figure
26.10 as a very deterministic saw-tooth diagram, the reality is Ihat there are
usually variations in demand rate during the inventory order cycle. as
illustrated in Figure 26.11. Accordingly, the timing of when to reorder cannot
be predicted with the precision that would exist if demand rate were a known
constant value. In a reorder point
system. when the inventory level for a given stock item falls to some point
specified as the reorder point, then an order is placed to restock the item.
The reorder point is specified at a sufficient quantity level 10 minimize the
probability of a stock-out between when the reorder point is reached and the
new order is received. Reorder point triggers can be implemented using
computerized inventory control systems that continuously monitor the inventory
level as demand occurs and automatically generate an order for a new batch when
the level declines below the reorder point
Work-in-Process Inventory Costs
Work-in-process
(WIP) represents a significant inventory cost for many manufacturing firms. In
effect, the company is continually investing in raw materials, processing those
materials, and then delivering them to customers when processing has been
completed The problem is that processing takes time, and the company pays a
holding cost between start of production and receipt of payment from the
customer for goods delivered. In Chapter 2, we showed that WIP and
manufacturing lead time (MLT) are closely related. The longer the manufacturing
lead time, the greater the WIP. In this section, a method for evaluating the
cost of WIP and MLT is presented. The method is based on concepts suggested by
Meyer.
In
Chapter 2, we indicated that production typically consists of a series of
separate manufacturing steps or operations. Time is consumed in each operation,
and that time has an associated cost. There is also a time between each
operation (at least for most manufacturing situations) that we have referred to
as the non-operation time. The non-operation lime includes material handling,
inspection. and storage. There is also a cost associated with the non-operation
time. These times and costs for a given part can be graphically illustrated as
shown in Figure 26.12.At time t == 0, the cost of the part is simply its material cost em' The cost of each processing step
on the part is the production time multiplied by the rate for the machine and
labor. Production time Tp is
determined from Eq. (2.10) and accounts for both setup time and operation time.
Let us symbolize the fate as Co' Non-operation costs (c.g., inspection and
material handling) related to the processing step are symbolized by the term Cno
Accordingly, the cost associated with each processing step in the manufacturing
sequence is the sum

The cost
for each step is shown in Figure 26.12 as a vertical line, suggesting no time
lapse. This is a simplification in the graph, justified by the fact that the
time between operations
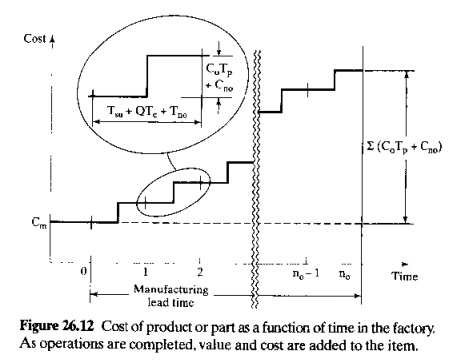
spent
waiting and in storage is generally much greater than the tune for processing, handling
and inspection
The total
cost that has been invested In the part
at the end of all operations is the sum of the material cost and the
accumulated processing, inspection, and handling costs. Syrnbolizing this part
cost as Cp' we can evaluate it using the
following equation:
where k is used to indicate the sequence of
operations, and there are a lotal of flo operations. For convenience. if
we assume that 1~ and Cooare equal for all n.,
operations, then

The part
cost function shown in Figure 26.12 and represented by Eq. (26.6) can be
approximated by a straight line as shown in Figure 26.13. The line starts at
lime t = 0 with a
value = em and slopes upward 10 the right so that its final value is the
same as the final part cost in Figure 26.12. The approximation becomes more
accurate as the number of processing steps increases. The equation for this
line is
where MLT = manufacturing lead
time for the part, and t =
time in Figure 26.13.
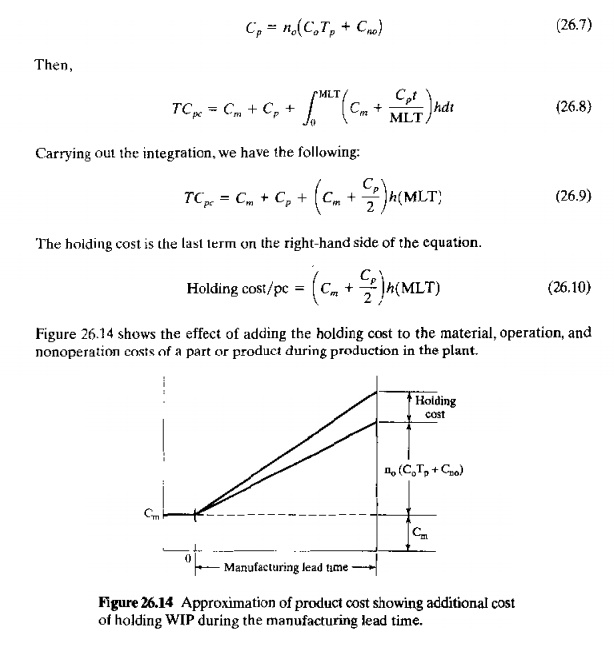
As in our
derivation of the economic order quantity formula, we apply the holding cost
rate h to the accumulated part cost
defined by Eq. (26.6), but substituting the straightline approximation in place
of the stepwise cost accumulation in Figure 26.12. In this way, we have an
equation for total cost per part that includes the WIP carrying costs:
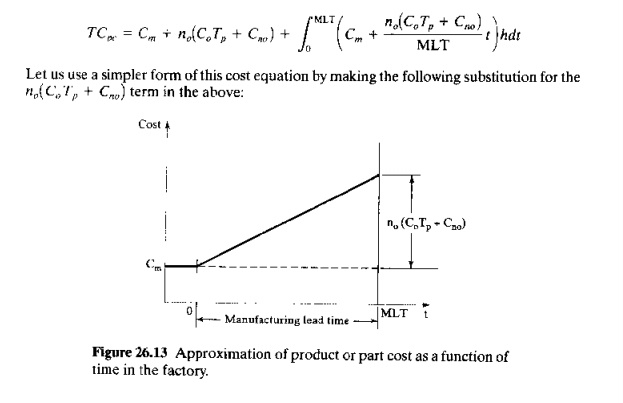
Let us
use a simpler form of this cost equation by making the following substitution
for the no(CoTp+Cno) term in the
above:
EXAMPLE 26.4 Inventory Holding Cost for WIP During Manufacturing
The cost
of the raw material for a certain part is $100. The part is processed through
20 processing steps in the plant, and the manufacturing lead time is 15 wk. The
production time per processing step is 0.8 hr, and the machine and labor rate
is $25.00/hr. Inspection, material handling, and other related costs average to
$l1Oper processing step by the time the part is finished. The interest rate
used by the company i =20%, and the
storage rate s = 13%. Determine the cost per part
and the holding cost.

The $38.08
in our example is more than 5% of the
cost of the part; yet the holding cost is usually not included
directly in the company's evaluation
of part cost. Rather, it is considered as overhead.
Suppose that this is a typical part for the company, and 5000 similar parts are processed
through the plant each year; then
the annual inventory cost for WIP of 5000 parts = 5000
x $38.08 == $190,400. If the manufacturing lead time could be reduced to half its
current value, this would translate into a 50% savings in WIP holding
cost.
Related Topics