Chapter: Automation, Production Systems, and Computer Integrated Manufacturing : Automotion and Control Technologies
Levels of Automation
LEVELS
OF AUTOMATION
The
concept of automated systems can be applied to various levels of factory
operations. One normally associates automation with the individual production
machines. However, the production machine itself 1~made up of subsystems that
may themselves be automated. For example. one of tile important automation
technologies we discuss in this pari of the book isnumcrical control
(Chapter6).A modern numerical control (NC) machine tool is an automated system.
However, the NC machine itself is composed of multiple control systems. Any NC machine has at least two axes of
motion, and some machines have up to five axes. Each of these axes operates as
a positioning system, as described in Section 3.1.3, and is, in effect, itself
an automated system. Similarly, a NC machine is often part of a larger
manufacturing system, and the larger system may itself be automated. For
example, two or three machine tools may be connected by an automated pact
handling system operating under computer control. The machine tools also
receive instructions (e.g., part programs) from the computer. Thus we have
three levels of automation and control included here (the positioning system
level, the machine toollevel, and the manufacturing system level). For our purposes
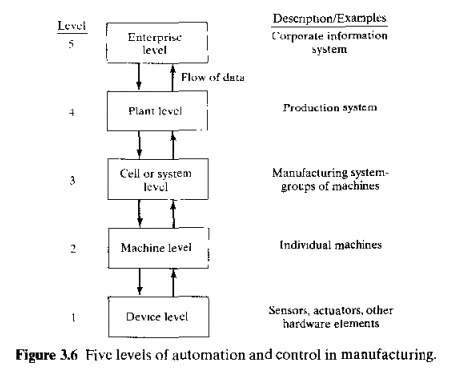
in this text, we can identify five possible levels of automation in a
production plant. They are defined next, and their hierarchy is depicted in
Figure 3.6.
Device level. This is the lowest level in our
automation hierarchy. It includes the actuators, sensors, and other hardware
components that comprise the machine level. The devices are combined into the
individual control loops of the machine; for ex· ample, the feedback control
loop for one axis of a CNC machine or one joint of an industrial robot.
Machine [ewl. Hardware
at the device level is assembled into individual machines. Examples include CNC
machine tools and similar production equipment, industrial roo bOIS, powered
conveyors, and automated guided vehicles. Control functions at this
level
include performing the sequence of steps in the program of instructions in the
correct order and making sure that each step is properly executed.
Cell or system level. This is
the manufacturing cell or system level, which operates under instructions from the plant level. A manufacturing cell or system is
a group of machines or workstations connected and supported by a material
handling system, computer. and other equipment appropriate to the manufacturing
process. Production lines arc included in this level. functions include part
dispatching and machine loading. coordination among machines and material
handling system, and collecting and cvaluatinginspection data.
Plum level. This is the factory or production
systems level. It receives instructions from
(he
corporate iuforrnation system and translates them into operational plans for
production. Likely functions include: order processing, process planning,
inven. tory control, purchasing, material requirements planning, shop floor
control, and qualiry control.
Enterprise level. This is
the highest level.consisting of the corporate information systern.It is
concerned with all of the functions necessary to manage the company: marketing
and sales, accounting, design, research, aggregate planning, and master
production scheduling.
Most of
the technologies discussed in this part of the book are at level 2 (the machine
level), although we discuss level! automation technologies (the devices that
make up a control system) in Chapter 5. The level 2 technologies include the
individual controllers (e.g .. programmable logic controllers and digital
computer controllersj.numerical controt machines. and industrial robots. The
material handling equipment discussed in Part 11 abo represent technologies at
level 2. although some of the handling equipment are themselves sophisticated
automated systems. The automation and control issues at Jevel2 aTCconcerned with the basic operation of the equipment and the physical processes they
perform
Controllers.
machines, and material handling equipment are combined into manufacturing
cells. or production lines. or similar systems, which make up level 3,
considered in Part III. A manufacturing
system is defined in this book as a collection of integrated equipment
designed for some special mission, such as machining a defined part family or
assembly of a certain product. Manufacturing systems also include people.
Certain highly automated manufacturing systems can operate for extended periods
of time without humans present to attend to their needs. But most manufacturing
systems include workers as important elements of the system: for example,
assembly workers on a eooveyorized production line or part loaders/unloadcrs in
a machining cell. Thus, manufacturing systems are designed with varying degrees
of automation; some are highly automated, others are completely manual, and
there is a wide range between.
The
manufacturing systems in a factory arc components of a larger system, which we
refer to as a production system. We define a production system as the people, equipment, and procedures that are
organiz.ed for the combination of materials and processes that comprise a
company's manufacturing operations. Production systems are at level 4, the
plant level, while manufacturing systems are at level 3 in our automation
hierarchy. Production systems include not only the groups of machines and
workstations in the factory but also the support procedures that make them
work. These procedures include production
control, inventory control, material requirements planning. shop floor control.
and quality control. These systems are discussed in Parts IV and V. They are
often implemented not only at the plant level but also ar the corporate level
(level S).
Related Topics