Chapter: Civil : Construction Materials: Stones, Bricks,Concrete Blocks
Burning of Bricks
Burning of Bricks
The burning of clay may be divided into three main stages.
Dehydration (400-650 o C):
This is also known as water smoking stage. During dehydration,
Oxidation Period (650-900 o C):
During the oxidation period, (1) remainder of carbon is eliminated and,
(2) the
ferrous iron is oxidized to the ferric form. The removal of sulphur is
completed only after the carbon has been eliminated. Sulphur on account of its
affinity for oxygen, also holds back the oxidation of iron. Consequently, in
order to avoid black or spongy cores, oxidation must proceed at such a rate
which will allow these changes to occur before the heat becomes sufficient to
soften the clay and close its pore. Sand is often added to the raw clay to
produce a more open structure and thus provide escape of gases generated in
burning.
Vitrification-To
convert the mass into glass like substance - the
temperature ranges from 900- 1100 o C
for low melting clay and 1000-1250 o C for high melting
clay. Great care is required in cooling the bricks below the cherry red heat in
order to avoid checking and cracking. Vitrification period may further be
divided into (a) incipient vitrification, at which the clay has softened
sufficiently to cause adherence but not enough to close the pores or cause loss
of space-on cooling
the material cannot be scratched by the knife; (b) complete vitrification, more
or less well-marked by maximum shrinkage; (c) viscous vitrification, produced
by a further increase in temperature which results in a soft molten mass, a
gradual loss in shape, and a glassy structure after cooling. Generally, clay
products are vitrified to the point of viscosity. However, paving bricks are
burnt to the stage of complete vitrification to achieve maximum hardness as
well as toughness.
Burning of bricks is done in a
clamp or kiln. A clamp is a temporary structure whereas kiln is a permanent
one.
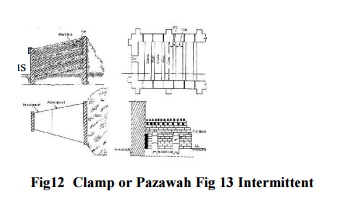
Burning in Clamp or Pazawah: A typical
clamp is shown in Fig. 2.9. The bricks and fuel are placed in alternate
layers. The amount of fuel is reduced successively in the top layers. Each
brick tier consists of 4-5 layers of bricks. Some space is
left between bricks for free circulation of hot gasses. After 30 per cent
loading of the clamp, the fuel in the lowest layer is fired and the remaining
loading of bricks and fuel is carried out hurriedly. The top and sides of the
clamp are plastered with mud. Then a coat of cowdung is given, which prevents
the escape of heat. The production of bricks is 2-3 lacs
and the process is completed in six months. This process yields about 60 per
cent first class bricks.
Kiln
Burning: The kiln used for burning bricks may be underground, e.g.
Bull's trench kiln or overground, e.g. Hoffman's kiln. These may be
rectangular, circular or oval in shape. When the process of burning bricks is
continuous, the kiln is known as continuous kiln, e.g. Bull's trench and
Hoffman's kilns.
On the other hand if the process of burning bricks
is discontinuous, the kiln is known as intermittent kiln. Intermittent Kiln:
The example of this type of an over ground, rectangular kiln is shown in Fig.
2.10. After loading the kiln, it is fired, cooled and
Kiln
unloaded and then the next loading is done. Since
the walls and sides get cooled during reloading and are to be heated again
during next firing, there is wastage of fuel.
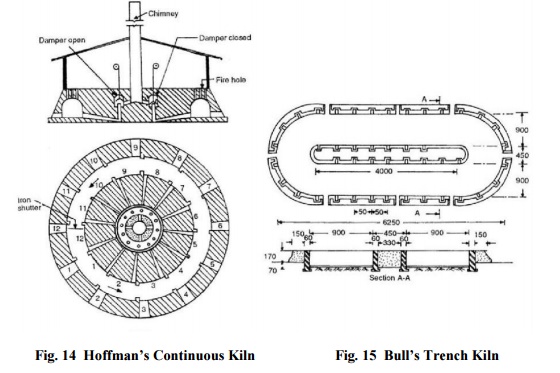
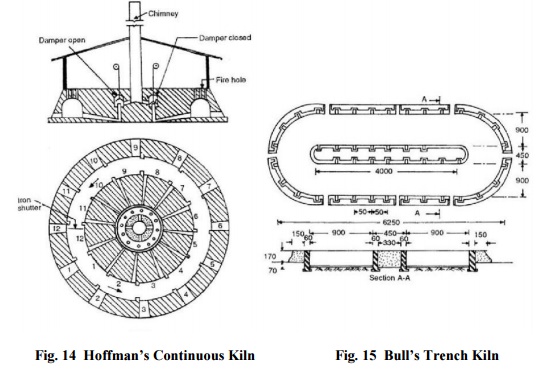
Continuous Kiln: The
examples of continuous kiln are Hoffman's kiln (Fig. 2.11) and Bull's trench
kiln (Fig. 2.12). In a continuous kiln, bricks are stacked in various
chambers wherein the bricks undergo different treatments at the same time. When
the bricks in one of the chambers is fired, the bricks in the next set of
chambers are dried and preheated while bricks in the other set of chambers are
loaded and in the last are cooled.
Note: In
the areas where black cotton soil occur, a more elaborate method of processing
is
followed. The clay, which may be black or a
mixture of black and yellow, is first washed free of the
lime kankar in the 'GHOL' tanks. The slurry is then run off to the setting
tanks. After 3-4
days when the clay has settled down, the
supernatant water is bucketed off. Opening material like powdered grog of fine
coal ash (passing 2.00 mm sieve), which opens up the texture of clay mass, is
then added in predetermined proportions. This is usually 30 to 40 per cent of
the mass of clay. A solution of 0.5 per cent sodium chloride may also be added
at this stage to prevent lime bursting. The clay is then thoroughly mixed with
the opening materials added and allowed to dry further for a period of 3-4 days
till the mix attains the correct moulding consistency. Grog is prepared by
lightly calcining lumps of black cotton soil (about 10 to 15 cm dia.) in a
clamp at about 700 o to 750 o C. Coal ash, fire wood, brambles, etc. may be used
as fuel. The fuel and clay lumps are arranged in alternate layers in the clamp.
After calcination the clay is pulverized in a machine, such as disintegrator, a
hammer mill or a pan-mill to a fineness of less than 2.0 mm.
Related Topics