Chapter: Automation, Production Systems, and Computer Integrated Manufacturing : Group Technology and Cellular Manufacturing
Application Considerations in Group Technology
APPLICATION CONSIDERATIONS IN GROUP TECHNOLOGY
In this
section, we consider how and where group technology is applied, and we report
on the results of a survey of industry about cellular manufacturing in the
United States [38]
Applications
of Group Technology
In our
introduction to this chapter, we defined group technology as a
"manufacturing philosophy." GT is not a particular technique,
although various tools and techniques, such as parts classification and coding
and production flow analysis, have been developed to help implement it. The
group technology philosophy can be applied in a number of areas, Our discussion
focuses on the two main areas of manufacturing and product design.
Manufacturing Applications. The most
common applications of GT are in manufacturing. And the most common application
III manufacturing involves the
formation of cells of one kind or another, Not all companies rearrange machines
to form cells. There are three ways in which group technology principles can be
applied in manufacturing [24]:
Informal scheduling and routing of similar parts
through selected machines. This approach
achieves setup advantages. but no formal part families are defined, and no
physical rearrangement of equipment is undertaken.
Virtual
machine cell This approach involves the creation of part families and dedication
of equipment to the manufacture of these part families, but without the
physical rearrangement of machines into formal cells. The machines in the
virtual cell remain in their original locations in the factory. Use of virtual
cells seems to facilitate the sharing of machines with other virtual cells
producing other part families [25J.
Formal machine cells. This is
the conventional GT approach in which a group of dissimilar machines are
physically relocated into a cell that is dedicated to the production of one or
a limited set of parts families (Section 15.4.2). The machines in a formal machine
cell are located in close proximity to minimize part handling, throughput name.
setup time, and work-in-process.
Other GT
applications in manufacturing include process planning (Chapter 25), family
tooling, and numerical control (NC) part programs. Process planning of new
parts can be facilitated through the identification of part families. The new
part is associated with an existing part family. and generation of the process
plan for the new part follows the routing of the other members of the part
family. This is done in a formalized way through the use of parts
classification and coding. The approach is discussed in the context of auto
mated process planning (Section 25.2.1).
In the
ideal, all members of the same part family require similar setups, tooling, and
fixturing. This generally results in a reduction in the amount of tooling and fixturing
needed Instead of determining a special tool kit for each part, a tool kit is
developed for each part family. The concept of a modular fixture can often be exploited, in which a common base
fixture is designed and adaptations are made to switch between different parts
in the family
A similar
approach can be applied in NC part programming. Called parametric programming. [28], it involves the preparation of a
common NC program that covers the entire
part family. The program is then adapted for individual members of the family by inserting dimensions and other
parameters applicable to the particular part. Parametric programming reduces
both programming time and setup time.
Product
Design Applications. The application of group technology in product design is
found principally in the use of design retrieval systems that reduce part
proliferation in the firm. It has been estimated that a company's cost to
release a new part design ranges between $2000 and $12.000 [37]. In a survey of
industry reported in [36], it was concluded that in about 20% of new part
situations, an existing part design could be used. In about 4(J% of the cases,
an existing part design could be used with modifications, The remaining cases
required new part designs. If the cost savings for a company generating 1000
new part designs per year were 75% when an existing part design could be used
(assuming that there would still be some cost oftime associated with the new
part for engineering analysis and design retrieval) and 50% when an existing
design could be modified, then the total annual savings to the company would
lie between $700,000 and $4,200,000, or 35% of the company's total design
expense due to part releases. The kinds of design savings described here
require an efficient design retrieval procedure. Most part design retrieval
procedures lin: based on
parts classification and coding systems (Section 15.2).
Other
design applications of group technology involve simplification and
standardization of design parameters, such as tolerances inside radii on
corners, chamfer sizes on outside edges, hole sizes, thread sizes, and so
forth. These measures simplify design procedures and reduce part proliferation.
Design standardization also pays dividends in manufacturing by reducing the
required number of distinct lathe tool nose radii, drill sizes, and fastener
sizes. There is also a benefit in terms of reducing the amount of data and
information that the company must deal with. Fewer part designs, design
attributes, tools, fasteners, and so on mean fewer and simpler design
documents, process plans, and other data records.
Survey of Industry Practice
A number
of surveys have been conducted to learn how industry implements cellular manufacturing
[24], [36], [38J. The surveyed companies represent manufacturing industries,
such as machinery, machine tools, agricultural and construction equipment,
medical equip
ment.
weapons systems. diesel engines. and piece parts. Processes grouped
into cells in the companies
included machining, joining
and assembly, finishing, testing,
and metal forming
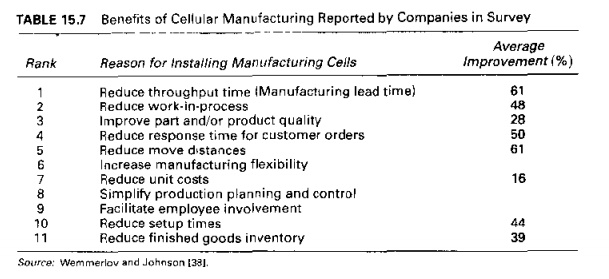
Companies in the survey were asked to report their reasons
for establishing machine cells
and the benefits they enjoyed from
implementing cellular manufacturing in the operations. Results are listed in
Table 15.7. The reasons are listed in the relative order of importance as
indicated by the companies participating in the survey. We also list the
average percentage improvement reported by the companies, rounded to the
nearest whole percentage point. Reasons 6, 8, and 9 are difficult to evaluate
quantitatively, and no percentage improvements are listed in these cases.
One of
the questions considered in the 1989 survey [36] was: What are the approaches
used by companies to form machine cells? The results are listed in Table 15.8. The most
common approach consisted of visually grouping similar parts with no
consideration given to existing routing information and no parts classification
and coding. The use of a part-machine incidence matrix was not widely reported,
perhaps because the formal algorithms for reducing this matrix, such as rank
order clustering (Section 15.6.1) were not
widely known at the time of the survey
Companies
also reported costs associated with implementing cellular manufacturing. The
reported cost categories are listed in Table 15.9 together with the number of
companies reporting the cost. No numerical estimates of actual costs are
provided in the report.
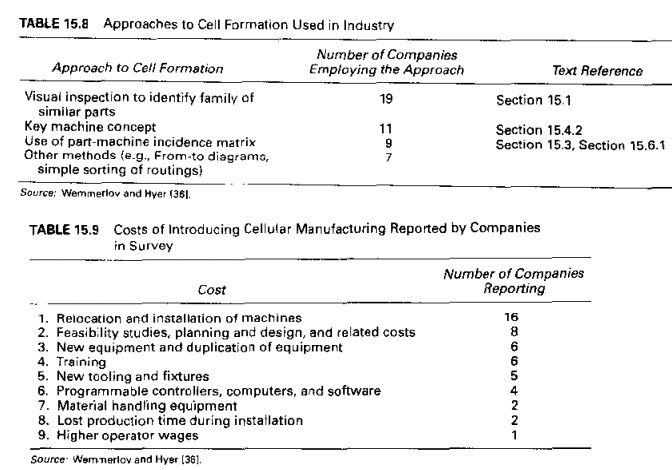
Topping
the list was the expense of equipment relocation and installation. Most of the
companies responding to the survey had implemented cellular manufacturing by
moving equipment in the factory rather than by installing new equipment to form
the cell.
Related Topics