Chapter: Automation, Production Systems, and Computer Integrated Manufacturing : Production Planning and Control Systems
Just ln Tirne Production Systems
JUST IN TIME
PRODUCTION SYSTEMS
Just-in-time (JIT) production systems were
developed in Japan to minimize inventories,
especial 1)' WlP. WIP
and other types of inventory are seen by the Japanese as waste that should be
minimized or eliminated, The ideal just-in-time
production system produces and delivers exactly the required number of each
component to the downstream operation in the manufacturing sequence just at the
time when that component is needed. Each component is delivered "just in
time." This delivery discipline minimizes WIP and manufacturing lead time
as well as the space and money invested in WIP, The JIT discipline can be applied
not only to production operations but to supplier delivery operations as well
Whereas
the development of lIT production systems is largely credited to the Japanese,
the philosophy of JIT has been adopted by many U.S. manufacturing firms. Other
terms have sometimes been applied to the American practice of lIT to suggest
differences with the Japanese practice. For example, continuous flow manufacturing is a widely used term in the United
States that denotes a lIT style of production operations. Prior to lIT, the
traditional U.S. practice might be described as a just In case"
philosophy. that is, to hold large in process inventories to cope with
production problems such as late deliveries of components, machine breakdowns. Defective components, and
wildcat strikes,
The JIT
production discipline has shown itself to be very effective in high volume
repetitive operations, such as those found in the automotive industry (6J, The potential for wrp accumulation in this type of
manufacturing is significant due to the large quantities of products made and the large
numbers of components per product.
The
principal objective of JIT is to reduce inventories, However, inventory
reduction cannot simply be mandated to happen. Certain requisites must be in
place for a JlT production system to operate successfully. They are: (I) a pull
system of production control, (2) small batch sizes and reduced setup times,
and (3) stable and reliable production operations. We discuss these requisites
in the following sections.
Pull
System of Production Control
JIT is
based on a pull system of production
control, in which the order to make and deliver parts at each workstation in
th", production sequence comes from the downstream station that uses those
parts. When the supply of parts at a given workstation is about to be
exhausted. that station orders the upstream station to replenish the supply.
Only on receipt of this order is the upstream station authorized to produce the
needed parts. When this procedure is repeated at each workstation throughout
the plant, it has the effect of pulling parts through the production system. By
comparison, in a push system of
production control, parts at each workstation are produced irrespective of the
immediate need for the parts at its respective downstream station. In effect, this
production discipline pushes parts through the plant. The risk in a push system
is that more work gets scheduled in the factory than it can handle, resulting
in large queues of parts in front of machines. The machines are unable to keep
up with arriving work. and the factory becomes overloaded. A poorly planned MRP
based production planning system that does not include capacity planning runs
this risk.
One way
to implement a pull system is to use kanbans, The word kanban (pronounced kahn-bahn ) means "card" in Japanese,
The Kanban system of production
control, developed and made famous by Toyota, the Japanese automobile company,
is based on the use of cards that authorize (1) parts production and (2) parts
delivery in the plant. Thus, there are two types of kanbans: (1) production
kanuans and (2) transport kanbans. A production
kanban (P-kanban) authorizes the
upstream station to produce a batch of parts. As they are produced. the parts are placed in
containers. so the batch quantity is just sufficient to fill the container.
Production of more than this quantity of parts is not allowed in the kauban
system. A transport kanbon (T-kanban)
authorizes transport of the container of parts to the downstream station.
Let us
describe the operation of a kanban system with reference to Figure 26.15. The
workstations shown in the figure (station i and
station i + 1) are only two in a sequence of
multiple stations upstream and downstream. The flow of work is from station i to station
i + 1. The
sequence of steps in the kanban pull system is as follows (our numbering
sequence is coordinated with Figure 26.15): (1) Station i + 1 removes the next P-kanban from
the dispatching rack This P-kanban authorizes the station to process a container
of part b. A material handling worker removes the T-kanban from the incoming
container and takes it back to station i.
(2) At station i, the worker finds a
container of part b, removes the P-kanhan and replaces it with the T-kanban. He
then puts the P-kanban in the dispatching rack at station i. (3) The P-kanban for part b at
station i authorizes station i to process a new container of
part b: however, it must wait its turn in the rack for the other Pkanbans ahead
of it. Scheduling of work at each station is determined by the order in which
the production kanbans are placed in the dispatching rack. The container of
part b that was at station i is moved
to station i + 1, as authorized by the 'T-kanban.
Meanwhile, processing of the b parts at station i + 1 has
been completed, and that station removes the next P-kanban from the dispatching
rack and begins processing that container of parts (part d as indicated in our
figure).
As
mentioned, stations i and i + 1 are only two sequential
stations in a longer sequence, All other pairs of sequential stations operate
according to the same kanban pull system. This production control system avoids
unnecessary paperwork. The kanban cards are used over and over again instead of
generating new production and transport orders every cycle. Although
considerable labor is involved in material handling (moving cards and
containers between stations), this is claimed to promote teamwork and
cooperation among workers.
Small
Batch Sizes and Reduced Setup Times
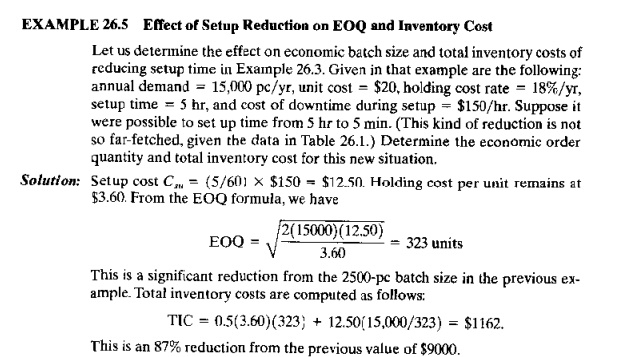
To
minimize WIP inventories in manufacturing, batch size and setup time must be
minimized. The relationship between batch size and setup time is given by the EOQ formula, Eq. (2fi 5). In
our mathematical model for total inventory cost, Eq. (26.1). from which the EOQ
formula is derived, average inventory level is equal to one half the batch
size. To reduce average inventory level, batch size must be reduced. And to
reduce batch size, setup cost must be reduced. This means reducing setup times.
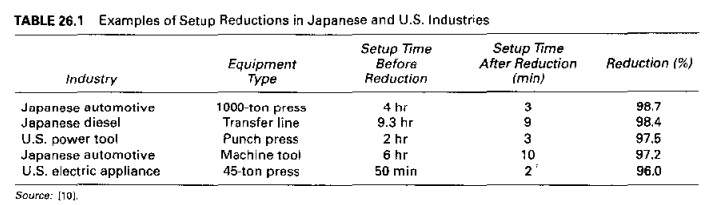
Reduced setup times permit smaller batches and lower WIP levels. Methods for
reducing setup time were pioneered by the Japa?ese during the 1960s and 1970s.
U.S. manufacturing firms have also adopted setup reduction methods. Results of
the efforts are sometimes dramatic. Examples of setup reductions in Japanese
and U.S. industries are reported by Suzaki, and we present some of these in
Table 26.1.
Setup
time reductions result from a number of basic approaches that are best
described as industrial engineering methods improvements. These approaches
include (sourcc,:)·
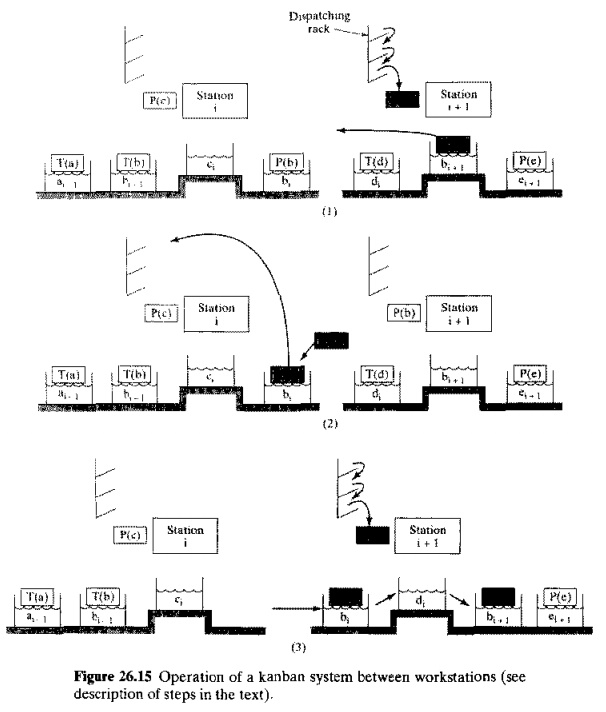
Figure 26.15 Operation of a kanban
system between workstations (see description
of steps in the text)
Separate the work elements that comprise
the setup procedure into two categories:
internal elements,
those that must
be done during the machine
stoppage, and
external
dements, those that can be done while the previous job is still running.
Design
the setup tooling [e.g., die, fixture, mold) and plan the setup method to
permit as much of the changeover procedure as possible to consist of external
work elements.
Use time
and motion study to reduce the internal work elements to the fewest possible.
Eliminate or minimize
adjustments in the setup.
Adjustments are time consuming.
Use
quickacting clamping devices
instead of bolts and nuts.
Develop permanent
solutions for problems that cause
delays in the setup.
Schedule
batches of similar part styles in sequence to minimize the magnitude of changes
required in the setup.
Use group
technology and cellular manufacturing it possible so that similar part styles
are produced on the same equipment.
Design
modular fixtures consisting of a base unit plus insert tooling that can be
quickly changed for each new part style.
Stable
and Reliable Production Operations
Other
requirements for a successful JIT production systems include: (1) stable
production schedules, (2) on-time delivery, (3) defect-free components and
materials, (4) reliable production equipment. (5) a workforce that is capable,
committed, and cooperative, and (6) a dependable supplier base.
Stable
Schedule. Production must flow as smoothly as possible, which means minimum
perturbations from the fixed schedule. Perturbations in downstream operations
tend to be magnified in upstream operations. A 100/,change in final assembly
may translate into a 50Ll:. change
in parts production operations due to overtime, unscheduled setups, variations from
normal work procedures. and other exceptions, By maintaining a constant MPSS
over time, smooth work flow is achieved. and disturbances in production arc minimized.
On
Time Delivery, Zero Defects, and Reliable Equipment. Just-in-time
production requires near perfection in on-time delivery, parts quality, and
equipment reliability, Because of the small lot sizes used in JIT. parts must
be delivered before stock-outs occur at downstream stations. Otherwise. these
stations are starved for work. and production must be stopped
JIT
requires high quality in every aspect of production. If defective parts are
produced. they cannot be used in subsequent processing or assembly stations,
thus interrupting work at those stations and possibly stopping production. Such
a severe penalty forces a discipline of very high quality levels (zero defects)
in parts fabrication. Workers are trained to inspect their own output to make
sure it is right before it goes to the next operation. In effect. this means
controlling quality during production rather than relying on in specters to
discover the defects later. The Japanese use the word Jidoka in their quality control procedures. Roughly translated, it
means "stop everything when something goes wrong"
JIT also
requires highly reliable production equipment. Low WIP leaves little room for
equipment stoppages. Machine breakdowns cannot be tolerated in a JIT production
system. The equipment must he "designed for reliability." and the
plant that operates the equipment must have a well-planned preventive
maintenance program.
Workforce
and Supplier Base. Workers in a JIT production system must be cooperative.
committed, and cross-trained. Small batch sizes means that workers must be
willing and able to perform a variety of tasks and to produce a variety of pan
styles at their workstations. As indicated above, they must be inspectors as
well as production workers to ensure the quality of their own output. They must
be able to deal with minor technical problem, that may be experienced with the
production equipment so that major breakdowns are avoided.
The
suppliers of raw materials and components to the company must be held to the
same standards of ontime delivery, zero defects, and other JIT requirements as
the company itself. New policies in dealing with vendors are required for JlT.
These polices include: (I) reducing the total number of suppliers, thus
allowing the remaining suppliers to do more business: (2) entering into long term
agreements and partnerships with suppliers. so that suppliers do not have to
worry about competitively bidding for every order;
(3)
establishing quality and delivery standards and selecting suppliers on the
basis of their capacity to meet these standards; (4) placing employees into
supplier plants to help those suppliers develop their own JIT systems; and (5)
selecting parts suppliers that are located near the company's final assembly
plant to reduce transportation and delivery problems.
Related Topics