Chapter: Automation, Production Systems, and Computer Integrated Manufacturing : Group Technology and Cellular Manufacturing
Group Technology: Part Families
PART FAMILIES
Apart family is a collection of parts that are
similar either because of geometric shape and size or because similar processing steps are required in their
manufacture. The parts within a family are different, but their similarities are
close enough to merit their inclusion as members of the part family. Figures
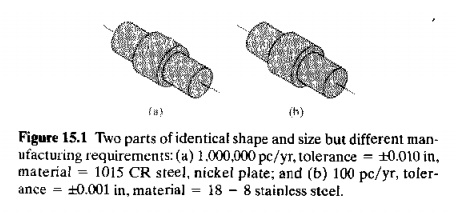
15.1 and 15.2 show two different part families. The two parts in Figure 15.1
are very similar in terms of geometric design, but quite different in terms of
manufacturing because of differences in tolerances, production quantities, and
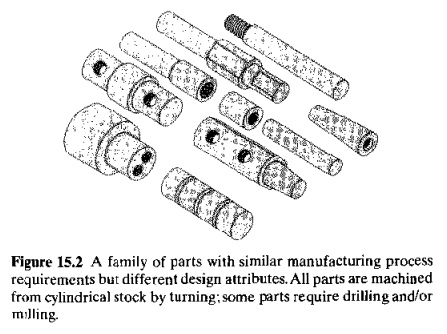
material. The ten parts shown in Figure 15.2 constitute fl. part family in
manufacturing, but their different geometries make them appear quite different
from a design viewpoint.
One of
the important manufacturing advantages of grouping workparts into families can
be explained with reference to Figures 15.3 and 15.4. Figure 15.3 shows a
process
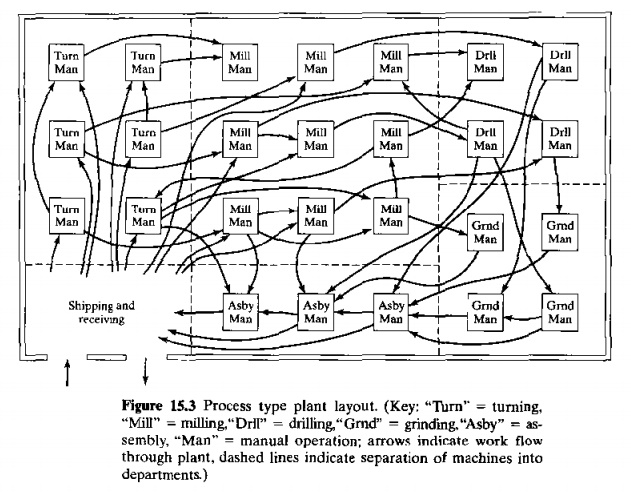
type
plant layout for batch production in a machine shop. The various machine tools
are arranged by
function. There is a lathe department, milling machine department, drill press
department, and so all. To machine a given part, the workpiece must be
transported between departments, with perhaps the same department being visited
several times. This results in a significant amount of material handling, large
in-process inventory, many machine setups, long manufacturing lead times, and
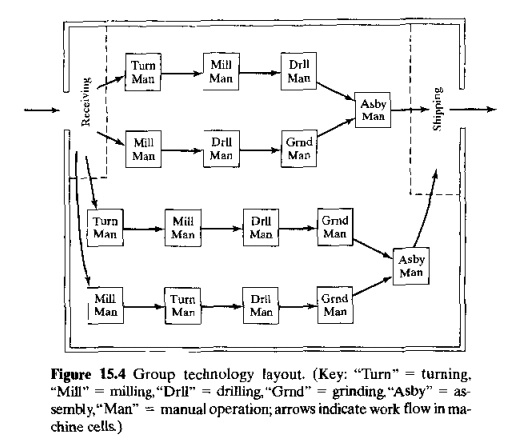
high cost. Figure 15.4 shows a production shop of equivalent capacity, but the
machines are arranged into cells. Each cell is organized to specialize in the
production of a particular part family. Advantages of reduced work-piece handling yield lower setup times,
fewer setups (in some cases, no setup changes are necessary), less in-process
inventory, and shorter lead times.
The
biggest single obstacle in changing over to group technology from a
conventional production shop is the problem of grouping the parts into
families. There are three general methods for solving this problem. All three
are time consuming and involve the analysis of much data by properly trained
personnel. The three methods are; (1) visual inspection, (2) parts
classification and coding, and (3) production flow analysis. Let us provide a
brief description of the visual inspection method and then examine the second
and third methods in more detail.
The visual inspection method is the least sophisticated and least expensive method. It involves the classification of parts into families by looking at either the physical parts or their photographs and arranging them into groups having similar features. Although this method is generally considered to be the least accurate of the three. one of the first major-success stories of GT in the United States made the changeover using the visual inspection method. This was the Langston Division of Harris Intertype in Cherry Hill, New Jersey
Related Topics