Chapter: Mechanical : Unconventional machining process : Chemical and Electro Chemical Energy Based Processes
Chemical and Electro Chemical Energy Based Processes
CHEMICAL
AND ELECTRO CHEMICAL ENERGY BASED PROCESSES
· Chemical Machining
· Chemical milling
· Electrochemical Machining
· Electrochemical Honing
· Electrochemical Grinding
1. CHEMICAL MACHINING
Chemical
machining (CM) is the controlled dissolution of work piece material (etching)
by means of a strong chemical reagent (etchant). In CM material is removed from
selected areas of work piece by immersing it in a chemical reagents or
etchants; such as acids and alkaline solutions. Material is removed by
microscopic electrochemical cell action, as occurs in corrosion or chemical
dissolution of a metal. This controlled chemical dissolution will
simultaneously etch all exposed surfaces even though the penetration rates of
the material removal may be only 0.0025–0.1 mm/min. The basic process takes many
forms: chemical milling of pockets, contours, overall metal removal, chemical
blanking for etching through thin sheets; photochemical machining (pcm) for
etching by using of photosensitive resists in microelectronics; chemical or
electrochemical polishing where weak chemical reagents are used (sometimes with
remote electric assist) for polishing or deburring and chemical jet machining
where a single chemically active jet is used. A schematic of chemical machining
process is shown in Figure.
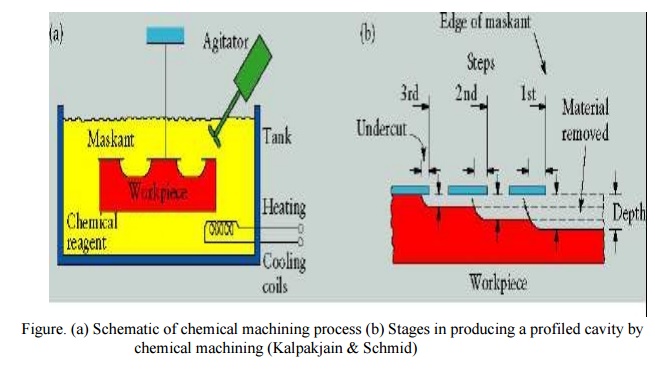
Figure. (a) Schematic of chemical
machining process (b) Stages in producing a profiled cavity by chemical
machining (Kalpakjain & Schmid)
2. Chemical milling
In chemical milling, shallow
cavities are produced on plates, sheets, forgings and extrusions. The two key
materials used in chemical milling process are etchant and maskant. Etchants
are acid or alkaline solutions maintained within controlled ranges of chemical
composition and temperature. Maskants are specially designed elastomeric products
that are hand strippable and chemically resistant to the harsh etchants.
Steps in chemical milling
•
Residual
stress relieving: If the part to be machined has residual stresses from the
previous processing, these stresses first should be relieved in order to
prevent warping after chemical milling.
•
Preparing:
The surfaces are degreased and cleaned thoroughly to ensure both good adhesion
of the masking material and the uniform material removal.
•
Masking:
Masking material is applied (coating or protecting areas not to be etched).
•
Etching:
The exposed surfaces are machined chemically with etchants.
•
Demasking:
After machining, the parts should be washed thoroughly to prevent further
reactions with or exposure to any etchant residues. Then the rest of the
masking material is removed and the part is cleaned and inspected.
Applications:
Chemical milling is used in the
aerospace industry to remove shallow layers of material from large aircraft
components missile skin panels (Figure 7), extruded parts for airframes.
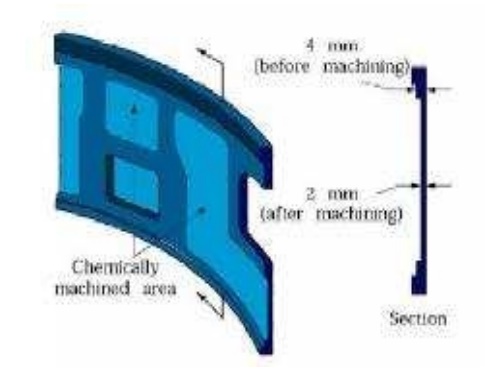
Figure: Missile skin-panel section
contoured by chemical milling to improve the stiffness- to- weight ratio of the
part (Kalpakjain & Schmid)
3. Electrochemical Machining (ECM)
Introduction
Electrochemical
machin ing (ECM) is a metal -removal process base d on the principle of reverse
electroplating. In this p rocess, particles travel from the anodic material
(workpiece) toward the cathodic material (machining tool). A current of
electrolyte fluid carries away the depleted material before it has a chance to
reach the machining tool. The cavity produced is the female mating image of the
tool shape.
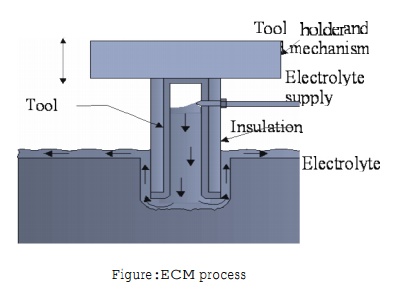
Figure:ECM process
Similar to EDM, the work piece
hardness is not a factor, making ECM su itable for machining difficult-to
–machine materials. Difficult shapes can be made by this process o n materials
regardless of their hardness. A schematic r epresentation of ECM process is
shown in Figure. The ECM tool is positioned very close to the work piece and a
low voltage, high amperage DC c urrent is passed between the work piece and
electrode. Some of the shapes made by ECM proc ess is shown in Figure.

Figure: Parts made by ECM
Advantages of ECM
• The components are not subject to
either thermal or mechanical stress.
• No tool wears during ECM process.
• Fragile parts can be machined easily
as there is no stress involved.
•
ECM
deburring can debur difficult to access areas of parts.
•
High
surface finish (up to 25 µm in) can be achieved by ECM process.
• Complex geometrical shapes in
high-strength materials particularly in the aerospace industry for the mass
production of turbine blades, jet-engine parts and nozzles can be machined
repeatedly and accurately.
•
Deep
holes can be made by this process.
Limitations of ECM
• ECM is not suitable to produce sharp
square corners or flat bottoms because of the tendency for the electrolyte to
erode away sharp profiles.
• ECM can be applied to most metals
but, due to the high equipment costs, is usually used primarily for highly
specialized applications.
Material removal rate, MRR, in ECM
MRR
= C .I. h (cm3/min)
C: specific (material) removal rate
(e.g., 0.2052 cm3/amp-min for nickel); I: current (amp);
h: current efficiency (90–100%).
The rates at which metal can
electrochemically remove are in proportion to the current passed through the
electrolyte and the elapsed time for that operation. Many factors other than Current
influence the rate of machining. These involve electrolyte type, rate of electrolyte
flow, and some other process conditions.
4. ELECTROCHEMICAL HONING
Electrochemical
honing is one of the non-equilibrium gap processes in ECM and is a new
technique, which in spite of being used in some industrial plants especially to
smooth surfaces, is still not fully described due to the variety of the factors
affecting the process. More information about the process is required
especially the effects of the working parameters on the produced surface
roughness. A special honing tool was designed by using different tool tip
shapes (rectangular, circular, triangle & inclined) to study the ability
for improving the surface roughness. This work presents a study for the factors
affecting the electrochemical honing process especially the machining time,
work piece material, initial working gap, tool rotational speed, tool tip shape
and the inclined tool tip angle. The results are finally furnished with the aim
to generalize a useful guideline for the user to enable proper selection of
conditions for obtaining good surface quality.
5. ELECTROCHEMICAL GRINDING (ECG)
Electrochemical
Grinding, or ECG, is a variation of ECM (Electrochemical Machining) that
combines electrolytic activity with the physical removal of material by means
of charged grinding wheels. Electrochemical Grinding (ECG) can produce burr
free and stress free parts without heat or other metallurgical damage caused by
mechanical grinding, eliminating the need for secondary machining operations.
Like ECM, Electrochemical Grinding (ECG) generates little or no heat that can
distort delicate components.
Electrochemical
Grinding (ECG) can process any conductive material that is electrochemically
reactive. The most common reason customers choose Electrochemical Grinding
(ECG) is for the burr free quality of the cut. If a part is difficult or costly
to deburr, then Electrochemical GRINDING (ECG) is the best option. Materials
that are difficult to machine by conventional methods, that work harden easily
or are subject to heat damage are also good candidates for the stress free and
no heat characteristics of Electrochemical Grinding (ECG). The stress free
cutting capability of the process also makes it ideal for thin wall and
delicate parts.
The
real value of Electrochemical Grinding (ECG) is in metalworking applications
that are too difficult or time-consuming for traditional mechanical methods
(milling, turning, grinding, deburring etc.). It is also effective when
compared to non-traditional machining processes such as wire and sinker EDM.
Electrochemical Grinding (ECG) is almost always more cost effective than EDM.
Electrochemical
Grinding (ECG) differ from conventional grinding Conventional surface grinding
typically uses shallow reciprocating cuts that sweep across the work surface to
create a flat plane or groove. Another conventional surface grinding process,
creep feed grinding, typically uses slower feeds than conventional surface
grinding and removes material in deep cuts. Because of the abrasive nature of
these processes, the equipment used must be rigid and this is especially true
of creep feed grinding.
Quality
Electrochemical Grinding (ECG) machines must also be rigid for close tolerance
results but since very little of the material removed is done so abrasively the
machines do not have to be as massive as their conventional counterparts. To a
user familiar with creep feed grinding Electrochemical Grinding (ECG) will
appear to be very similar, that is, relatively slow feeds (as compared to
conventional surface grinding) and deep cuts as opposed to shallow
reciprocating cuts. Electrochemical Grinding (ECG) is a combination of
electrochemical (Anodic) dissolution of a material, according to Faraday’s Law,
and light abrasive action. The metal is decomposed to some degree by the DC
current flow between the conductive grinding wheel (Cathode) and the work piece
(Anode) in the presence of an electrolyte solution.
Unlike
conventional grinding techniques, Electrochemical Grinding (ECG) offers the
ability to machine difficult materials independent of their hardness or
strength. Electrochemical Grinding (ECG) does not rely solely on an abrasive
process; the results are precise burr free and stress free cuts with no heat
and mechanical distortions.

Electrochemical
Grinding (ECG) compare to EDM, laser, water-jet and other non-traditional
technologies EDM and laser both cut metal by vaporizing the material at very
high emperatures.
This
results in a re-cast layer and a heat affected zone on the material surface.
Electrochemical Grinding (ECG) is a no heat process that never causes
metallurgical damage. Electrochemical Grinding (ECG) is usually much faster
than EDM but typically is less accurate. Laser cutting can be very fast and
accurate but it is normally limited to thin materials. Water-jet cutting can be
quite fast and usually leaves no metallurgical damage but the consumable costs
can be very high and the cuts are limited to jigsaw type cuts much like Wire
EDM. In most cases, Electrochemical Grinding (ECG) is a more accurate process
than water-jet. Another difference between water jet and laser machining
compared to electrochemical grinding (ecg) is laser and water jet can both
process materials that are not conductive. edm and electrochemical grinding
(ecg) processes can only work on materials that are conductive.
Tolerances
can be achieved with electrochemical grinding (ecg) the tolerances that can be
achieved using electrochemical grinding (ecg) depend greatly on the material
being cut, the size and depth of cut and ecg parameters being used. on small
cuts, tolerances of .0002” (.005mm) can be achieved with careful control of the
grinding parameters.
1 Surface Finishes Can Be Achieved With Electrochemical
Grinding (Ecg)
The
Electrochemical Grinding (ECG) process does not leave the typical shiny finish
of abrasive grinding. This is because there is no smearing of the metal as in
conventional grinding. A 16 micro inch finish or better can be achieved but it
will have a matte (dull) rather than a polished look.
2. Materials Can Be Cut With Electrochemical Grinding (ECG)
Almost
any conductive metal can cut with Electrochemical Grinding (ECG). Steel,
Aluminum, Copper, Stainless Steels, Inconel and Hastelloy cut very freely with
Electrochemical Grinding (ECG). Nickel/Titanium, Cobalt alloys, Amorphous
metals, Berilium, Berilium Copper, Iridium Neodymium Iron Boron, Titanium,
Nickel/Titanium, Nitinol, Powdered Metals, Rene 41, Rhenium, Rhodium,
Stelllite, Vitalium, Zirconium and Tungsten can also be cut effectively.
3. Advantages of Electrochemical Grinding (ECG)
•
Improved
wheel life
•
Burr
free
•
No
work hardening
•
Stress
free
•
Better
finis
•
No
cracking
•
Less
frequent wheel dressing
•
No
metallurgical damage from heat
•
Faster
for tough materials
•
No
wheel loading or glazing
•
More
precise tolerances
Related Topics