Chapter: Automation, Production Systems, and Computer Integrated Manufacturing : Product Design and CAD/CAM in the Production System
CAM, CAD/CAM, and CIM
CAM, CAD/CAM, AND CIM
We have
briefly defined the terms CAM, CAD/CAM, and CIM in our introduction. Let us
explain and differentiate these terms more thoroughly here. The term computer integrated manufaclUrlng (CIM)
is sometimes used interchangeably with CAM and CAD/CAM.
Although
the terms are closely related.our assertion is that CIM possesses a broader
meaning than does either CA M or CAD/CAM
Computer Aided Manufacturing
Computer-aided manufacturing (CAM) is
defined as the effective use of computer technology in manufacturing planning
and control. CAM is most closely associated with functions in manufacturing
engineering, such as process planning and numerical control (NC) part
programming. With reference to our model of production in Section 13.2, the
applications of CAM can be divided into two broad categories:(1) manufacturing planning and (2) manufacturing control. We cover these
two categories in Chapters 25 and 26, but Jet us provide a brief discussion of
them here 10 complete our definition of CAM.
Manufacturing
Planning. CAM applications for manufacturing planning are those in which
the computer is used indirectly to support the production function, but there
is no direct connection between the computer and the process. The computer is
used "offline" to provide information for the effective planning and
management of production activities. The following list surveys the important
applications of CAM in this category:
Computer-aided
process planning (CAPP). Process planning is concerned with the preparation of route sheets that list
the sequence of operations and work centers required 10 produce the product and
its components. CAPP systems are available today to prepare these route sheets.
We discuss CAPP in the following chapter.
Computer-assisted
NC part programming. The subject of part programming for NC was discussed in Chapter 6 (Section
6.5). For complex part geometries, computer assisted part programming
represents a much more efficient method of generating the control Instructions
for the machine tool than manual part programming is.
Computerized
machinability data systems. One of the problems in operating
a metal cutting machine tool is
determining the speeds and feeds that should be used to machine a given work part.
Computer programs have been written to recommend the appropriate cutting
conditions to use for different materials. The calculations are based on data
that have been obtained either in the factory or laboratory that relate tool
life to cutting conditions. These machinability data systems are described in.
Development
of work standards. The time study department has the responsibility for setting time standards on direct
labor jobs performed in the factory. Establishing standards hv direct time study
can be a tedious and time-consuming task. There are several commercially
available computer packages for setting work standards. These computer programs
'use standard time data that have been developed for basic work elements that
comprise any manual task. By summing the limes for the individual element,
required to perform a new Job, the program calculates the standard lime for the
job. These packages are discussed in
Cost
estimating, The task of estimating the cost of a new product
has been simplified in most industries
by computerizing several of the key steps required to prepare the estimate. The
computer is programmed to apply the appropriate labor and overhead rates to the
sequence of planned operations for the components of new products. the program
then sums the individual component costs from the engineering bill of materials
to determine the overall product cost.
Production
and inventory planning. The computer has found widespread use in many of the functions in production and
inventory planning. These functions include: maintenance of inventory records,
automatic reordering of stock items when inventory is depicted. production
scheduling, maintaining current priorities for the different production orders,
material requirements planning, and capacity planning. We discuss these
activities in Chapter 26.
Computer-aided
line balancing. Finding the best allocation of work elements among stations on an assembly line is a large
and difficult problem if the line is of significant size. Computer programs
have been developed to assist in the solution of this problem (Section 17.5.4).
Manufacturing
Control. The second category of CAM application is concerned with developing
computer systems to implement the manufacturing control function. Manufacturing
control is concerned with managing and controlling the physical operations in
the factory. These management and control areas include:
Process
monitoring and control. Process monitoring and control is concerned with
observing and regulating the production equipment and manufacturing processes
in the plant. We have previously discussed process control in Chapter 4. The
applications of computer process control arc pervasive today in automated
production systems. They include transfer lines. assembly systems. NC,
robotic>. material handling. and flexible manufacturing systems. All of
these topics have been covered III earlier
chapters.
Quality control:
Qua1ity control includes a variety of approaches to ensure the highest possible
quality levels III the
manufactured product. Quality control systems were covered in the chapters of
Pan IV.
Shop floor control. Shop
floor control refers to production management techniques for collecting data from factory operations and using the data to
help control production and inventory in the factory. We discuss shop floor
control and computerized factory data collection systems in Chapter 26.
Inventory control. Inventory
control is concerned with maintaining the most appropriate levels of inventory
in the face of two opposing objectives: minimizing the investment and storage
costs of holding inventory and maximizing service to customers. Inventory control is discussed
in Chapter 26.
Just-in-time
production systems. The term just-in-time refers to a production system
that is organized to deliver exactly the right number of each component to
downstream workstations in the manufacturing sequence just at the lime when
that component ts needed. The term applies not only to production operations
but 10 supplier delivery operations as well. Just-in-time systems are discussed
in Chapter 26.
CAD/CAM
CAD/CAM
is concerned with the engineering functions in both design and manufacturing.
Product design, engineering analysis, and documentation of the design (e.g..
drafting) represent engineering activities in design. Process planning, NC part
programming, and other activities associated with CAM represent engineering
activities in manufacturing.
The
CAD/CAM systems developed during the 1970s and early 1980s were designed
primarily to address these types of engineering problems. In addition, CAM has
evolved to include many other functions in manufacturing, such as material
requirements planning, production scheduling, computer production monitoring,
and computer process control.
It should
also be noted that CAD/CAM denotes an integration of design and manufacturing
activities by means of computer systems. The method of manufacturing a product
is a direct function of its design. With conventional procedures practiced for
so many years in industry, engineering drawings were prepared by design
draftsmen and later used by manufacturing engineers to develop the process
plan. The activities involved in designing the product were separated from the
activities associated with process planning. Essentially a two-step procedure
was employed. This was time-consuming and involved duplication of effort by
design and manufacturing personnel. Using CAD/CAM technology, it is possible to
establish a direct link between product design and manufacturing engineering. ln
effect, CAD/CAM is one of the enabling technologies for concurrent engineering
(Section 25.3). It is the goal of CAD/CAM not only to automate certain phases
of design
and
certain phases of manufacturing, but also to automate the transition from
design to manufacturing. In the ideal CAD/CAM system, it is possible to take
the design specification of the product as it resides in the CAD data base and
convert it into a process plan for making the product, this conversion. being
done automatically by the CAD/CAM system. A large portion of the processing
might be accomplished on a numerically controlled machine tool As part of the
process plan, the NC part program is generated automatically by CAD/CAM, The
CAD/CAM system downloads the NC program directly to the machine tool by means
of a telecommunications network. Hence, under this arrangement, product design,
NC programming, and physical production are all implemented by computer.
Computer
Integrated Manufacturing
Computer
integrated manufacturing includes all of the engineering functions of CAD/CAM,
but it also includes the firm's business functions that are related to manufacturing.
The ideal CIM system applies computer and communications technology to all of
the operational functions and information processing functions in manufacturing
from order receipt, through design and production, to product shipment. The
scope of OM, compared with the more limited scope of CAD/CAM, is depicted in
Figure 24.7.
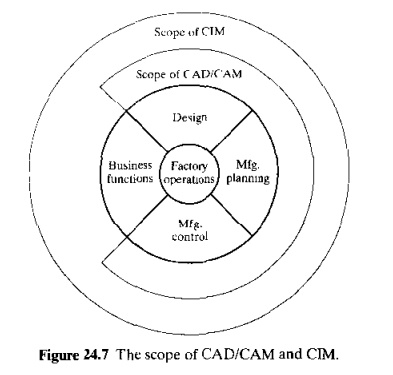
The CIM concept is that all of the
firm's operations related to production are incorporated in an integrated
computer system to assist. augment. and automate the operations. The computer
system b pervasive throughout the firm, touching all activities that support
manufacturing. In this integrated computer system, the output of one activity
serves as the input to the next activity, through the chain of events that
starts with the sales order and culminates with shipment of the product. The
components of the integrated computer system are illustrated in Figure 24.8.
Customer orders are initially entered by the company's sales force or directly
by the customer into a computerized order entry system. The orders contain the
specifications describing the product. The specifications serve as the input to
the product design department. New products are designed on a CAD system. The
components that comprise the product are designed, the bill of materials is
compiled, and assembly drawings are prepared. The output of the design
department serves as the input to manufacturing engineering, where process
planning. tool design, and similar activities are accomplished to prepare for
production. Many of these manufacturing engineering activities are supported by
the (1M system. Process planning is
performed using CAPP. Tool and fixture design is done on a CAD system, making
use of the product model generated during product design. The output from
manufacturing engineering provides the input to production planning and
control. where material requirements planning and scheduling are performed
using the computer system. And so it goes. through each step in the manufacturing
cycle. Pull implementation of C1M results in the automation of the information
flow through every aspect of the company's organization.
Related Topics