Chapter: Civil : Railway Airport Harbour Engineering : Railway Engineering : Sleepers
Wooden Sleepers
Wooden Sleepers
The wooden sleeper is the most
ideal type of sleeper, and its utility has not decreased with the passage of
time. The wooden sleeper has the following features.
Specifications The size
of a wooden sleeper should be economical. It should provide the desired
strength to the sleeper as a beam as well as adequate bearing area. The depth
of a sleeper governs its stiffness as a beam and its length and width control
the necessary bearing area. The bearing length under each rail seat is 92 cm (3
ft) for a BG wooden sleeper, thereby giving an area of 2325 cm2
under each rail seat. The sizes of sleepers used for BG, MG, and NG as well as
the bearing area per sleeper are given in Table 7.4.
Table 7.4 Sizes of wooden sleepers
and bearing areas
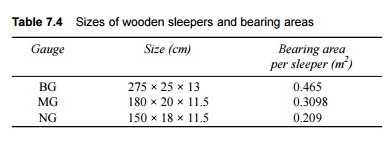
Wooden sleepers required for
bridges, points, and crossings are of a thicker section-25 cm � 15 cm or 25 cm
� 18 cm.
Composite sleeper index The
composite sleeper index (CSI), which evolved from a combination of the
properties of strength and hardness, is an index used to determine the
suitability of a particular timber for use as a sleeper from the point of view
of mechanical strength.
The CSI
is given by the formula

where
S is the figure for the general strength for both green and dry timber at 12%
moisture content and H is the figure for the general hardness for both green
and dry timber at 12% moisture content. The minimum CSI prescribed on Indian
Railways are the following.
Type
of sleeper Minimum CSI
Track
sleeper 783
Crossing
sleeper 1352
Bridge
sleeper 1455
Bearing
plates are invariably used on sleepers with a CSI value of 82 or less. The CSI
values for some of the timber species recommended by Indian Railways for making
sleepers are as follows.
Sal 112
Teak 82
Deodar 63
Chir 54
Wooden sleepers have the following main advantages and
disadvantages.
Advantages
(a) Cheap and
easy to manufacture
(b) Absorbs
shocks and bears a good capacity to dampen vibrations; therefore, retains the
packing well
(c) Easy
handling without damage
(d) Suitable
for track-circuited sections
(e) Suitable
for areas with yielding formations
(f) Alignment
can be easily corrected
(g) More
suitable for modern methods of maintenance
(h) Can be
used with or without stone ballast
(i) Can be
used on bridges and ashpits also
(j) Can be
used for gauntleted track
Disadvantages
(a) Lesser
life due to wear, decay, and attack by vermin
(b) Liable to
mechanical wear due to beater packing
(c) Difficult
to maintain the gauge
(d) Susceptible
to fire hazards
(e) Negligible
scrap value
At present wooden sleepers are
being procured from the State Forest Departments. A detailed inspection of
sleepers is done at the time of procurement to ensure that the sleepers
accepted are of good quality and free from defects. The main defects normally
found in sleepers are
(a) Centre
heart
(b) Presence
of knots, warps, wanes, and shakes
(c) Split
ends
(d) Twisted
or cross grains
The normal service life of wooden
sleepers in India is only about 15 years as against a much longer service life
obtained on other advanced railways. The weather conditions, particularly the
rains, humidity, etc., are responsible for the shorter life-span of these
sleepers in India. A committee was appointed by the Railway Board in the year
1972 to examine the measures for increasing service life and improving the
utilization of wooden sleepers. The main recommendations of this committee are
as follows.
(a) Sleepers
should be procured in nominated sleeper depots of the Railways. The inspection
of sleepers should also be done by the Railways in addition to the Forest
Department.
(b) The net
retention of creosote and fuel oil (in the ratio of 1:1) for the sleeper should
be a minimum of 8 lb/ft3.
(c) Bearing
plates and elastic fastenings as well as modern methods of maintenance such as
measured shovel packing (MSP) and mechanical tamping should be progressively
used with wooden sleepers to avoid damage to the sleepers and ensure a longer
life for them. Bearing plates should be compulsorily used when traffic density
exceeds 20 GMT on BG routes and 5 GMT on MG routes as well as on joint sleepers
and on curves of radius 1,500 metre and sharper curves.
(d) Spike-killed
sleepers should be systematically reconditioned.
(e) Track
depots should be organized in each railway to undertake the operations of
end-binding, adzing, and pre-boring of sleepers.
1 Durable and Non-durable Types of
Sleepers
Wooden sleepers may be classified into two categories, durable
and non-durable.
Durable type
Durable sleepers do not require
any treatment and can be laid directly on the track. The Indian Railway Board
has classified particular categories of sleepers as the durable type. These are
sleepers produced from timbers such as teak, sal, nahor, rosewood, anjan,
kongu, crumbogam kong, vengai, padauk, lakooch, wonta, milla, and crul.
Non-durable type
Non-durable
sleepers require treatment before being put on the track. Non-durable sleepers
are made of wood of trees such as chir, deodar, kail, gunjan, and jamun.
If a
non-durable type of sleeper is put onto the track directly without any
preservative treatment, the sleeper will decay in a very short time. If,
however, such sleepers are treated before use, they last longer and their life
is comparable to that of durable sleepers. Fir sleepers, however, have not
provided good service and their use has been restricted to only those trunk
routes and main lines where traffic density is not more than 10 GMT [gross
million tonne(s) per km/annum]. The primary service life of a wooden sleeper is
approximately as follows:
Durable BG
: 19 years MG : 31
years
Non-durable BG : 12.5 years MG : 15.5 years
2 Treated and Untreated Sleepers
Wooden sleepers are also
sometimes classified as hard wood and soft wood sleepers depending upon the
origin or species of the wood of which these are made. Broadly speaking, timber
produced from trees with broad leaves is known as hard wood and that
obtained from trees bearing long leaves is considered soft wood. Some of
the hard wood varieties also require treatment before being used in the track.
As per the recommendations of the committee, the use of the terms 'durable' and
'non-durable' as well as 'hard' and 'soft' should be done away with to avoid
confusion. The committee recommended that for simplification and
rationalization, wooden sleepers should be classified in two categories:
(a) 'U' or Untreated
sleepers comprising of all the sleepers made of wood from naturally durable
species.
(b) 'T' or Treated
sleepers consisting of the rest of the sleepers.
Treatment
of sleepers
Indian
Railways has set up four sleeper treatment plants at the locations given below
for treating non-durable sleepers:
Dhilwan
(Punjab) in Northern Railways 1923
Naharkatia
(Assam) in North Frontier 1928
Clutterbuckganj
(UP) in North East 1955
Olvakot
(Kerala) in Southern Railways 1957
All these plants utilize the
pressure treatment process and the preservative is forced into the wood under
pressure using any one of the following three methods.
Full cell
(Bethell) process In the Bethell process, a cylinder loaded
with the charge for about 300-400 sleepers is first subjected to
a vacuum of 55-60 cm of mercury for 20-30 minutes by means of a vacuum pump.
Hot creosote oil is then forced into the cylinder at a pressure of 150-180 psi
at a temperature of 180 o F. This pressure is maintained for a period of 50-70 minutes
till the desired amount of absorption is obtained. Thereafter, the pressure is
reduced and the cylinder is drained off the creosote oil. A final vacuum of 55
cm of mercury is applied to free the timber of excess preservative. The whole
process takes about 2-3 hours. This process is normally used when maximum
retention of creosote oil is required for a particular type of sleeper such as
that made of kail, deodar, fir, etc. At present this method is in use in
Olvakot, Clutterbuckganj, and Dhilwan plants for various types of wood.
Empty cell (Rueping) process In the
Rueping process, wooden sleepers loaded into the cylinder are
first subjected to an initial air pressure of 3.5 to 5.25 kg/cm2 for
about 20-30 minutes. Afterwards, without reducing the pressure, hot creosote
oil is forced into the cylinder at a temperature of 180 o C to 210 o C. The
pressure is then raised to a value of 10.5-19.6 kg/cm 2 and
maintained for a period of 20-30 minutes till the desired absorption is
achieved. Finally, the pressure is released, the cylinder is drained off the
creosote, and a final vacuum of 55 cm of mercury is created to drain off the
excess preservative. The whole process of treatment takes about 2-3 hours per
charge. This process is generally employed for treating porous timbers and is
used in Dhilwan and Clutterbuckganj depots for chir sleepers. In this process,
air in the cell is entrapped, thereby limiting the preservative to be absorbed
by the sleeper to a certain extent.
Empty cell (Lowry) process In the
Lowry process, the cylinder loaded with timber charge is filled
and then subjected to a pressure of 180 lb, which is sufficient to ensure
proper impregnation. The cylinder is then drained off and the timber subjected
to a final vacuum of 55 cm of mercury for a period of 45 minutes or so. The air
entrapped in the timber cells forces the excess preservative out. Preservative
recovery is greater in this case than in the full cell process but is less than
in the Rueping process. This process is used in the Naharkatia plant for very
green species of timber.
Prophylactic treatment of
sleepers Prophylactic treatment is given to the sleepers by
using patent chemicals such as arsenic pentaoxide, copper sulphate, and
potassium dichromate solution in water 1:3:4 wt (60%) to prevent infection at
the forest head and in the treatment plant. This is necessary an as appreciable
amount of time elapses in transferring the sleepers from the forest depots to
the treatment plant.
Seasoning of sleepers
Wooden sleepers are seasoned to
reduce the moisture content so that their treatment is effective. The Indian
Standard code of practice for preservation of timber lays down that the
moisture content in the case of sleepers to be treated by pressure treatment
should not be more than 25%.
The
seasoning of sleepers can be done by any one of the following processes.
Artificial seasoning in kiln This is a
controlled method of seasoning the timber, normally used in the USA and
other advanced countries, under conditions of temperature and relative
humidity, which are in the range of natural air seasoning.
Boulton or boiling under vacuum
process This is a process in which unseasoned wood is treated
with hot preservative to remove the moisture content. This is adopted in the
Naharkatia depot.
Air
seasoning This is the method adopted extensively for the seasoning of
wooden sleepers in India. The sleepers are stacked in the timber yard
and a provision is made for enough space for the circulation of air in between the
sleepers. The sleepers are stacked in any one of the following ways:
(a) One and
nine method (Fig. 7.2)
(b) Close
crib method
(c) Open crib
method (Fig. 7.3)
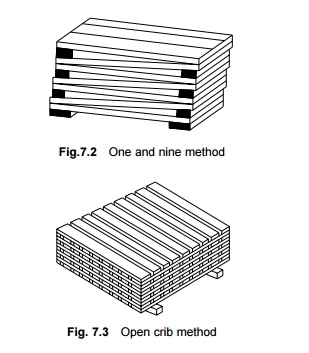
Normally, the one and nine method
is adopted on Indian Railways for stacking the sleepers. About 6 months are
required to air season the timber fully by this method.
3 Laying of Wooden Sleepers
Great care should be taken in
laying wooden sleepers. Untreated wooden sleepers should be laid with the
sapwood side upwards and the heartwood side downwards so as to ensure minimum
decay due to fungus, etc., attacking from below. More moisture would also
percolate into the sleepers if laid otherwise. In the case of treated sleepers,
however, the heartwood side is kept upwards and the sapwood side downwards.
This is done because the sapwood side contains more creosote and is liable to
less damage from vermin and fungus.
4 Adzing of Wooden Sleepers
In order to enable the rails to
be slightly tilted inwards at a cant of 1 in 20, wooden sleepers are required
to be cut to this slope at the rail seat before laying. This process of cutting
the wooden sleeper at a slope of 1 in 20 is known as 'adzing of the wooden
sleeper'.
It may be pointed out that adzing
or cutting of a wooden sleeper at a slope of 1 in 20 is done with great care,
otherwise the slope will vary from sleeper to sleeper resulting in a rough
ride. The adzed surface of a wooden sleeper is treated with coal tar or
creosote to ensure proper protection of the surface. Normally, adzing of a
wooden sleeper is done only when bearing plates are not provided.
Related Topics