Chapter: Mechanical : Unconventional machining process : Electrical Based Processes
Wire Cut Electrical Discharge Machining (WCEDM)
WIRE CUT ELECTRICAL DISCHARGE MACHINING (WCEDM)
EDM, primarily, exists commercially in the form of die-sinking machines and wire-process, a slowly moving wire travels along a prescribed path and removes material from the workpiece. Wire EDM uses electro-thermal mechanisms to cut electrically conductive materials. The material is removed by a series of discrete discharges between the wire electrode and the workpiece in the presence of dielectric fluid, which creates a path for each discharge as the fluid becomes ionized in the gap. The area where discharge takes place is heated to extremely high temperature, so that the surface is melted and removed. The removed particles are flushed away by the flowing dielectric fluids.
The wire EDM process can cut intricate components for the electric and aerospace industries. This non-traditional machining process is widely used to pattern tool steel for die manufacturing cutting machines (Wire EDM). The concept of wire EDM is shown in Figure . In this
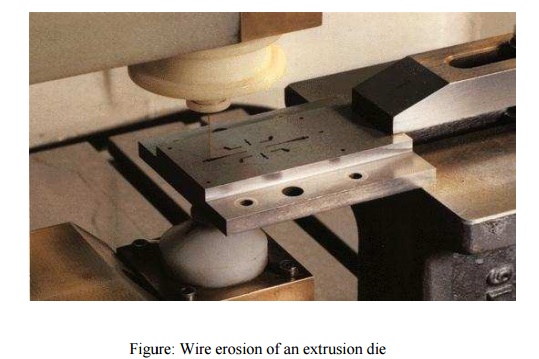
Figure: Wire erosion of an extrusion die
The wires for wire ED M is made of brass, copper, tungsten, molybdenum. Zinc or brass coated wires are also used extensively in this process. The wire used in this process should posse’s high tensile strength and good e lectrical conductivity. Wire EDM can also employ to cut cylindrical objects with high precision. Th e sparked eroded extrusion dies are presented in Figure.
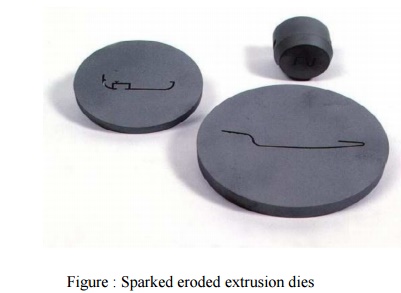
Figure : Sparked eroded extrusion dies
This process is usually used in conjunction with CNC and will only work when a part is to be cut completely through. T he melting temperature of the parts to be machined is an important parameter for this process rather than strength or hardness. The surface quality and MRR of the machined surface by wire EDM will depend on different machining parameters such as applied peak current, an d wire materials.
The wires for wire EDM is made of brass, copper, tungsten, molybdenu m. Zinc or brass coated wires are also used extensively in this process. The wire used in this process should posses’ high tensile strength and good electrical con ductivity. Wire EDM can also employ to cut cylindrical objects with high precision. The sparked eroded extrusion dies are presented in Figure 5.
Figure: Sparked eroded extrusion dies
This process is usually used in conjunction with CNC and will only work when a part is to be cut completely through. T he melting temperature of the parts to be machined is an important parameter for this process rather than strength or hardness. The surface quality and MRR of the machined surface by wire EDM will depend on different machining parameters such as applied peak current, an d wire materials.
Related Topics