Chapter: Civil : Construction Materials: Stones, Bricks,Concrete Blocks
Manufacturing Of Bricks
Manufacturing Of Bricks
Additives in the Manufacture of
Bricks
Certain additives such as fly
ash, sandy loam, rice husk ash, basalt stone dust, etc. are often required not
only to modify the shaping, drying and firing behaviour of clay mass, but also
to help conserve agricultural land and utilise waste materials available in
large quantities. These additives should, however, have a desirable level of
physical and chemical characteristics so as to modify the behaviour of clay
mass within the optimum range without any adverse effect on the performance and
durability. Some of the basic physio-chemical requirements of conventional
additives are as under:
Fly Ash: A waste
material available in large quantities from thermal power plants can be added
to alluvial, red, black, marine clays, etc. The fly ash contains
amorphous glassy material, mullite, haematite, magnetite, etc. and shows a
chemical composition similar to brick earths. These silicates also help towards
strength development in clay bodies on firing, when mixed in optimum proportion
depending on the physio-chemical and plastic properties of soils to be used for
brick making. The proportion of fly ash mixed as an additive to the brick earth
should be optimum to reduce drying shrinkage, check drying losses and to
develop strength on firing without bloating or black coring in fired product.
The crystallites present in the fly ash should comply with the resultant high
temperature phases in the finished product.
Sandy Loam: Addition of sandy loam is
often found effective in controlling the drying behaviour of highly
plastic soil mass containing expanding group of clay minerals. Sandy loam
should preferably have a mechanical composition as specified below. The
material should, however, meet the other requirement as well.
y micron) 0%
20 micron) 50%
d 0 micron) 60%
Rice Husk Ash: The ash should preferably
have unburnt carbon content in the range of 3-5% and
should be free from extraneous material. It can be used with plastic black
red soils showing excessive shrinkage.
Basalt Stone Dust: Basalt
stone occurs underneath the black cotton soil and its dust is a waste product
available in large quantity from basalt stone crushing units. The finer
fraction from basalt stone units is mixed with soil mass to modify the shaping,
drying and firing behaviour of bricks. The dust recommended for use as an
additive with brick earth should be fine (passing 1 mm sieve), free from coarse
materials or mica flakes and should be of non-calcitic or dolomitic origin.
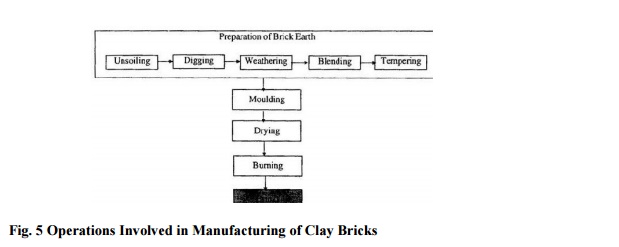
The operations involved in the manufacture of clay
bricks are represented diagrammatically in Fig.
Preparation of Brick Earth
It consists of the following operations.
Unsoiling: The soil
used for making building bricks should be processed so as to be free of gravel,
coarse sand (practical size more than 2 mm), lime and kankar particles, organic
matter, etc. About 20 cm of the top layer of the earth, normally containing
stones, pebbles, gravel, roots, etc., is removed after clearing the trees and
vegetation.
Digging: After
removing the top layer of the earth, proportions of additives such as fly ash,
sandy loam, rice husk ash, stone dust, etc. should be spread over the
plane ground surface on volume basis. The soil mass is then manually excavated,
puddled, watered and left over for weathering and subsequent processing. The
digging operation should be done before rains.
Weathering: Stones, gravels, pebbles,
roots, etc. are removed from the dug earth and the soil is heaped on
level ground in layers of 60-120 cm. The soil is left
in heaps and exposed to weather for at least one month in cases where such
weathering is considered necessary for the soil. This is done to develop
homogeneity in the mass of soil, particularly if they are from different
sources, and also to eliminate the impurities which get oxidized. Soluble salts
in the clay would also be eroded by rain to some extent, which otherwise could
have caused scumming at the time of burning of the bricks in the kiln. The soil
should be turned over at least twice and it should be ensured that the entire
soil is wet throughout the period of weathering. In order to keep it wet, water
may be sprayed as often as necessary. The plasticity and strength of the clay
are improved by exposing the clay to weather.
Blending: The earth is then mixed with
sandy-earth and calcareous-earth in suitable proportions to modify the
composition of soil. Moderate amount of water is mixed so as to obtain the
right consistency for moulding. The mass is then mixed uniformly with spades.
Addition of water to the soil at the dumps is necessary for the easy mixing and
workability, but the addition of water should be controlled in such a way that
it may not create a problem in moulding and drying. Excessive moisture content
may effect the size and shape of the finished brick
Tempering: Tempering consists of kneading
the earth with feet so as to make the mass stiff and plastics (by
plasticity, we mean the property which wet clay has of being permanently
deformed without cracking). It should preferably be carried out by storing the
soil in a cool place in layers of about 30 cm thickness for not less than 36
hours. This will ensure homogeneity in the mass
of clay for subsequent processing. For
manufacturing good brick, tempering is done in pug mills and the operation is
called pugging.
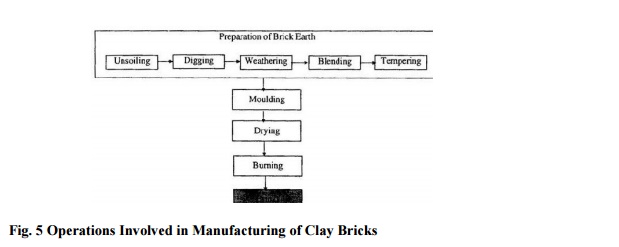
Pug mill
consists of a conical iron tube as shown in Fig. 6. The mill is sunk 60 cm into
the earth. A vertical shaft, with a number of horizontal arms fitted with
knives, is provided at the centre of the tube. This central shaft is rotated
with the help of bullocks yoked at the end of long arms. However, steam, diesel
or electric power may be used for this purpose. Blended earth along with
required water, is fed into the pug mill from the top. The knives cut through
the clay and break all the clods or lump-clays when the shaft rotates. The
thoroughly pugged clay is then taken out from opening provided in the side near
the bottom. The yield from a pug mill is about 1500 bricks.
Moulding
It is a process of giving a required shape to the brick from the prepared brick earth. Moulding may be carried out by hand or by machines. The process of moulding of bricks may be the soft-mud (hand moulding), the stiff-mud (machine moulding) or the dry- press process (moulding using maximum 10 per cent water and forming bricks at higher pressures). Fire-brick is made by the soft mud process. Roofing, floor and wall tiles are made by dry-press method. However, the stiff-mud process is used for making all the structural clay products.
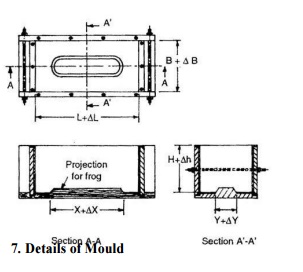
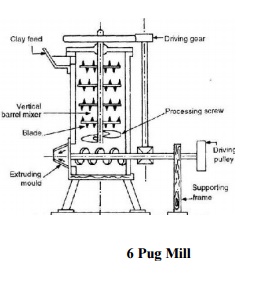
Hand
Moulding: A typical mould is shown in Fig. 7. Hand moulding is further
classified as ground moulding and table moulding
Ground Moulding: In this
process, the ground is levelled and sand is sprinkled on it. The moulded bricks
are left on the ground for drying. Such bricks do not have frog and the lower
brick surface becomes too rough. To overcome these defects, moulding blocks or
boards are used at the base of the mould. The process consists of shaping in
hands a lump of well pugged earth, slightly more than that of the brick volume.
It is then rolled into the sand and with a jerk it is dashed into the mould.
The moulder then gives blows with his fists and presses the earth properly in
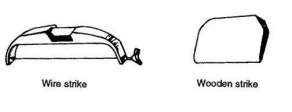
the corners of the mould with his thumb. The surplus clay on the top surface is
removed with a sharp edge metal plate called strike (Fig. 8) or with a thin
wire stretched over the mould. After this the mould is given a gentle slope and
is lifted leaving the brick on the ground to dry.
Notes: (i) This method is adopted when a large and
level land is available.
(ii) To prevent the moulded bricks from sticking
to the side of the mould, sand is sprinkled on the inner sides of the mould, or
the mould may be dipped in water every time before moulding is done. The bricks
so produced are respectively called sand moulded and slop moulded bricks, the
former being better since they provide sufficient rough surface necessary for
achieving a good bond between bricks and mortar.
Table Moulding: The bricks are moulded on
stock boards nailed on the moulding table
(Fig. 9). Stock boards have the projection for forming the
frog. The process of filling clay in the mould is the same as explained above.
After this, a thin board called pallet is placed over the
mould. The mould containing the brick is then
smartly lifted off the stock board and inverted so that the moulded clay along
with the mould rests on the pallet. The mould is then removed as explained before
and the brick is carried to the drying site.
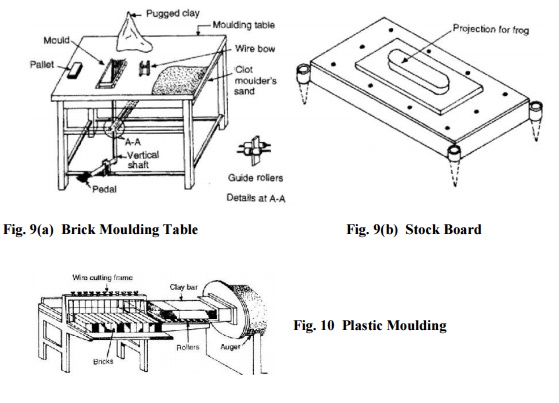
Machine Moulding can be
done by either of the following processes:
Plastic Method: The pugged, stiffer clay is forced
through a rectangular opening of brick size by means of an auger. Clay comes
out of the opening in the form of a bar. The bricks are cut from the bar by a
frame consisting of several wires at a distance of brick size as shown in Fig.
10. This is a quick and economical process.
Dry-press Method: The moist, powdered clay is fed
into the mould on a mechanically operated press, where it is subjected to high
pressure and the clay in the mould takes the shape of bricks. Such pressed
bricks are more dense, smooth and uniform than ordinary bricks. These are burnt
carefully as they are likely to crack.
Drying
Green bricks contain about 7 - 30% moisture
depending upon the method of manufacture. Theobject of drying is to remove the
moistre to controlthe shrinkage and save fuel and time during burning.The
drying shrinkage is dependent upon pore spaceswithin the clay and the mixing
water. The additionof sand or ground burnt clay reduces shrinkage,increases
porosity and facilities drying. The moisturecontent is brought down to about 3
per cent underexposed conditions within three to four days. Thus,the strength
of the green bricks is increased and the bricks can be handled safely. Clay
products can be dried in open air driers or in artificial driers. The
artificial driers are of two types, the hot floor drier and the tunnel drier.
In the former, heat is applied by a furnance placed at one end of the drier or
by exhaust steam from the engine used to furnish power and is used for fire
bricks, clay pipes and terracotta. Tunnel driers are heated by fuels
underneath, by steam pipes, or by hot air from cooling kilns. They are more
economical than floor driers. In artificial driers, temperature rarely exceeds
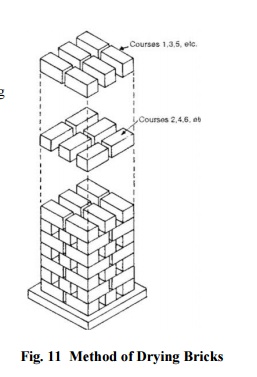
120 o C. The time varies from one to three days. In developing countries, bricks
are normally dried in natural open air driers (Fig. 11). They are stacked on
raised ground and are protected from bad weather and direct sunlight. A gap of
about 1.0 m is left in the adjacent layers of the stacks so as to allow free
movement for the workers.
Burning
The burning of clay may be divided into three main stages.
Dehydration (400-650 o C):
This is also known as water smoking stage. During dehydration,
(1) the water
which has been retained in the pores of the clay after drying is driven off and
the clay loses its plasticity, (2) some of the carbonaceous matter is burnt,
(3) a portion of sulphur is distilled from pyrites. (4) hydrous minerals like
ferric hydroxide are dehydrated, and (5) the carbonate minerals are more or
less decarbonated. Too rapid heating causes cracking or bursting of the bricks.
On the other hand, if alkali is contained in the clay or sulphur is present in
large amount in the coal, too slow heating of clay produces a scum on the
surface of the bricks.
Oxidation Period (650-900 o C):
During the oxidation period, (1) remainder of carbon is eliminated and,
(2) the
ferrous iron is oxidized to the ferric form. The removal of sulphur is
completed only after the carbon has been eliminated. Sulphur on account of its
affinity for oxygen, also holds back the oxidation of iron. Consequently, in
order to avoid black or spongy cores, oxidation must proceed at such a rate
which will allow these changes to occur before the heat becomes sufficient to
soften the clay and close its pore. Sand is often added to the raw clay to
produce a more open structure and thus provide escape of gases generated in
burning.
Vitrification-To
convert the mass into glass like substance - the
temperature ranges from 900- 1100 o C
for low melting clay and 1000-1250 o C for high melting
clay. Great care is required in cooling the bricks below the cherry red heat in
order to avoid checking and cracking. Vitrification period may further be
divided into (a) incipient vitrification, at which the clay has softened
sufficiently to cause adherence but not enough to close the pores or cause loss
of space-on cooling
the material cannot be scratched by the knife; (b) complete vitrification, more
or less well-marked by maximum shrinkage; (c) viscous vitrification, produced
by a further increase in temperature which results in a soft molten mass, a
gradual loss in shape, and a glassy structure after cooling. Generally, clay
products are vitrified to the point of viscosity. However, paving bricks are
burnt to the stage of complete vitrification to achieve maximum hardness as
well as toughness.
Burning of bricks is done in a
clamp or kiln. A clamp is a temporary structure whereas kiln is a permanent
one.
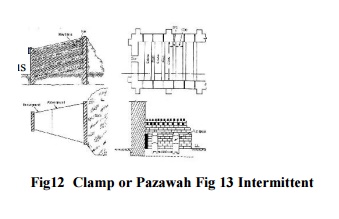
Burning in Clamp or Pazawah: A typical
clamp is shown in Fig. 2.9. The bricks and fuel are placed in alternate
layers. The amount of fuel is reduced successively in the top layers. Each
brick tier consists of 4-5 layers of bricks. Some space is
left between bricks for free circulation of hot gasses. After 30 per cent
loading of the clamp, the fuel in the lowest layer is fired and the remaining
loading of bricks and fuel is carried out hurriedly. The top and sides of the
clamp are plastered with mud. Then a coat of cowdung is given, which prevents
the escape of heat. The production of bricks is 2-3 lacs
and the process is completed in six months. This process yields about 60 per
cent first class bricks.
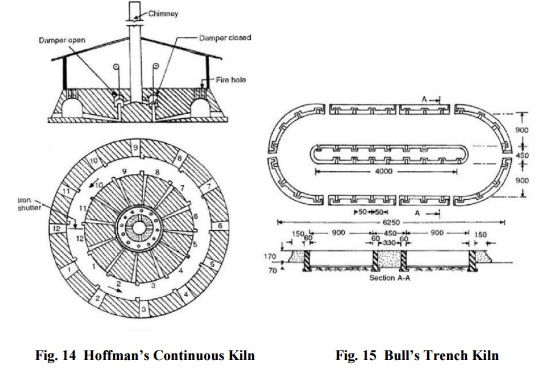
Kiln
Burning: The kiln used for burning bricks may be underground, e.g.
Bull's trench kiln or overground, e.g. Hoffman's kiln. These may be
rectangular, circular or oval in shape. When the process of burning bricks is
continuous, the kiln is known as continuous kiln, e.g. Bull's trench and
Hoffman's kilns.
On the other hand if the process of burning bricks
is discontinuous, the kiln is known as intermittent kiln. Intermittent Kiln:
The example of this type of an over ground, rectangular kiln is shown in Fig.
2.10. After loading the kiln, it is fired, cooled and
Kiln
unloaded and then the next loading is done. Since
the walls and sides get cooled during reloading and are to be heated again
during next firing, there is wastage of fuel.
Continuous Kiln: The
examples of continuous kiln are Hoffman's kiln (Fig. 2.11) and Bull's trench
kiln (Fig. 2.12). In a continuous kiln, bricks are stacked in various
chambers wherein the bricks undergo different treatments at the same time. When
the bricks in one of the chambers is fired, the bricks in the next set of
chambers are dried and preheated while bricks in the other set of chambers are
loaded and in the last are cooled.
Note: In
the areas where black cotton soil occur, a more elaborate method of processing
is
followed. The clay, which may be black or a
mixture of black and yellow, is first washed free of the
lime kankar in the 'GHOL' tanks. The slurry is then run off to the setting
tanks. After 3-4
days when the clay has settled down, the
supernatant water is bucketed off. Opening material like powdered grog of fine
coal ash (passing 2.00 mm sieve), which opens up the texture of clay mass, is
then added in predetermined proportions. This is usually 30 to 40 per cent of
the mass of clay. A solution of 0.5 per cent sodium chloride may also be added
at this stage to prevent lime bursting. The clay is then thoroughly mixed with
the opening materials added and allowed to dry further for a period of 3-4 days
till the mix attains the correct moulding consistency. Grog is prepared by
lightly calcining lumps of black cotton soil (about 10 to 15 cm dia.) in a
clamp at about 700 o to 750 o C. Coal ash, fire wood, brambles, etc. may be used
as fuel. The fuel and clay lumps are arranged in alternate layers in the clamp.
After calcination the clay is pulverized in a machine, such as disintegrator, a
hammer mill or a pan-mill to a fineness of less than 2.0 mm.
Related Topics